
Пресс гидравлический одностоечный без гидроподушки П6328Б-01
























Технические характеристики П6328Б-01
| Номинальное усилие пресса, кН (Тс) | 630 |
| Наибольший ход ползуна, мм | 500 |
| Максимальное расстояние между столом и ползуном, мм | 710 |
| Наибольшее расстояние между правильным столом и ползуном, мм | 615 |
| Расстояние от оси штока до станины, мм | 320 |
| Расстояние от уровня пола до плоскости стола, мм | 730 |
| Размеры стола, мм | 710х560 |
| Размеры правильного стола, (опция), мм | 360x1600 |
| Скорость выталкивателя при рабочем ходе, мм/с | 10 |
| Скорость ползуна при холостом ходе, мм/с | 220 |
| Скорость ползуна при возвратном ходе, мм/с | 310 |
| Мощность питания нагревательных плит, не более, кВт | 15 |
| Габариты: | |
| Длина, мм | 1060 |
| Ширина, мм | 1800 |
| Высота, мм | 3000 |
| Масса, кг | 3100 |
| Технические изменения, существенно не влияющие на характеристики прессов, завод-изготовитель оставляет за собой |
НАЗНАЧЕНИЕ
Пресс гидравлический одностоечный усилием 630 кН, модели П6328Б-01 относится к универсальному виду оборудования для выполнения различных операций обработки давлением. Основными операциями, выполняемыми на прессе, являются монтажно-запрессовочные, штамповочные, прошивочно-калибровочные, рихтовочные.
При установке правильного стола пресс П6328Б-01 может быть использован для правки.
Нагружение пресса П6328Б-01 следует производить по центру ползуна пресса. Эксцентричное нагружение при работе на прессе не допускается. Пресс не предназначен для выполнения разделительных операций типа вырубки, обрезки, а так же для горячештамповочных работ.
Пресс П6328Б-01 изготовлен по ТУ3822-007-81244053-2010.
СОСТАВ ПРЕССА

|
1 |
Станина |
|
2 |
Гидроагрегат |
|
3 |
Цилиндр |
|
4 |
Клапан наполнения |
|
5 |
Бак наполнения |
|
6 |
Ползун |
|
7 |
Флажок для взаимодействия с конечными выключателями |
|
8 |
Электрошкаф |
|
9 |
Пульт управления |
|
10 |
Кнопочные посты управления |
|
11 |
Рукоятка рычажного управления |
|
12 |
Трубопровод |
|
13* |
Маслоохладитель* |
|
14* |
Фотозащита* |
|
15 |
Стол |
|
16* |
Правильный стол* |
|
17* |
Боек* |
|
18 |
Манометр давления |
|
19 |
Разрезное кольцо |
|
20 |
Гайка |
|
21 |
Защитное ограждение |
* Опция - Поставляется только по требованию заказчика за дополнительную плату
Устройство пресса П6328Б-01
Все узлы прессов установлены на станине 1. Станина сварной конструкции имеет верхнюю и нижнюю консоли и вертикальную стойку, в средней части проема, которой имеется емкость для масла.
На верхней раме емкости устанавливается гидроагрегат 2. В верхней консоли закреплен цилиндр 3 при помощи разрезного кольца 19, гайки 20 и винтов, которыми центрируется для получения норм точности цилиндр.
На верхнем торце цилиндра установлен клапан наполнения 4, с которым соединен бак наполнения 5. К нижнему торцу штока цилиндра крепится ползун 6, с направляющей планкой на станине, предотвращающей поворот ползуна со штоком вокруг вертикальной оси. Слева на ползуне закреплен кронштейн с флажком 7 для взаимодействия с конечными выключателями, установленными на левой стороне стойки пресса.
С правой стороны на стойке пресса закреплен электрошкаф 8 с кнопочной панелью 9 и манометром 18. Внутри шкафа и на станине пресса размещено электрооборудование.
Нижняя консоль пресса служит столом 15 для установки инструмента или правильного стола 16, на который может быть установлено приспособление для правки. На прессе установлено защитное ограждение 21.
На передней части нижней консоли закреплены с возможностью регулировки пульты двухрукого управления 10, а справа рукоятка рычажного управления 11.
Внутри станины размещены узлы рычажного управления и трубопровод 12, соединяющих гидроагрегат 2 с цилиндром и манометрами.
С прессом по особому заказу за отдельную плату могут быть поставлены маслоохладитель 13, узел фотозащиты 14, правильный стол 16 и боек 17.
При работе с правильным столом 16 защитное ограждение 21 должно быть демонтировано.
Гидросистема пресса П6328Б-01
Гидросистема пресса состоит из рабочего цилиндра поршневого типа, гидроагрегата серии П32А, клапана наполнения, бака наполнения, трубопроводов и емкости для рабочей жидкости, вваренной в станину. Гидроагрегат встраивается в проем станины пресса, накрывая выполненную в станине емкость для рабочей жидкости. Описание устройства гидроагрегата, его работа, а также инструкция по его эксплуатации даны в руководстве по эксплуатации гидроагрегата.
В качестве рабочей жидкости следует использовать масло минеральное с вязкостью 20... 40 с Ст., класс чистоты 12 по ГОСТ 17216.
Схема гидравлическая пресса П6328Б-01

При эксплуатации особое внимание следует обратить на следующее:
- запрещается работа гидроагрегата при температуре масла выше 323 К (+50°С) ;
- запрещается включать электродвигатель при уровне масла в баке ниже нижнего маслоуказателя;
- запрещается остановка двигателя под нагрузкой.
Цилиндр пресса П6328Б-01
Рабочий цилиндр представляет собой конструкцию цилиндра поршневого типа, с встроенным в шток плунжером ускоренного хода, состоящим из стального корпуса 1, стального поршня-штока 2, двух манжет 3.

Направление хода штока обеспечивает стальная втулка 4. Направление хода плунжера в штоке обеспечивает поверхность в верхней части поршня. Уплотняется штоковая полость резиновыми манжетами 5.
Крепление цилиндра к станине производится при помощи опорного бурта из 2-х полуколец 6 и гайки 7. Сферические поверхности на полукольцах и гайке с соответствующими им сферами в опорной плите станины и промежуточном фланце между верхней плитой и гайкой позволяют центрировать цилиндр винтами в фланце приваренном к верхней плите станины при получении необходимых норм точности. Подвод жидкости от гидроагрегата в поршневую и штоковую полости осуществляется через резьбовые отверстия. При работе пресса упор поршня во втулки поз.4 не допускается.
Система смазки пресса П6328Б-01
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью – маслом и не требуют специальной смазки. Опоры электродвигателя, оси рычагов, направляющие смазываются густой смазкой посредством пресс-масленок и кистью.

|
№ |
Объект |
Материал |
Способ |
Частота |
|
1 |
Ось рукоятки и планки |
ЦИАТИМ-203 ГОСТ 8773-73 |
Пресс- масленка |
2 недели |
|
2 |
Ось рычага |
|||
|
3 |
Направляющая ползуна |
Кистью |
1 недели |
|
|
4 |
Оси рычагов (управление) |
2 недели |
||
|
5 |
Оси рычагов (управление) |
Пресс- масленка |
2 недели |
|
|
6 |
Электродвигатель (гидроагрегат) |
6 месяцев |
||
|
7 |
Устройство фотозащиты и ее работа. (Опция)
На прессе может быть установлена автономная группа узлов фотозащиты, состоящая из двух кронштейнов и двух стальных решеток, закрепленных на боковых листах станины, скрепленных кронштейнами и тягой между собой. На передних кронштейнах установлены два осветителя и два светоприемника.
Фотозащиту следует применять для дополнительной защиты обслуживающего персонала при двуруком управлении и при необходимости однорукого управления для всех режимов работы пресса.
При включенной фотозащите пересечение световых лучей в наладочном режиме обеспечивает останов ползуна при ходе вниз, при кнопочном полуавтоматическом и автоматическом режимах управления - включает возвратный ход ползуна и останов его в исходном положении.
Органы управления прессом П6328Б-01

|
1 |
Индикатор питания «Сеть» |
|
2 |
Индикатор «Схема включена» |
|
3 |
Индикатор возврата в исходное положение |
|
4 |
Индикатор «Перегрев масла» |
|
5 |
Блок индикации работы концевых выключателей |
|
6 |
Блок индикации работы электромагнитов |
|
7 |
Ключ «Включение схемы» |
|
8 |
Реле времени «Выдержка под давлением» |
|
9 |
Переключатель режимов: |
|
10 |
Кнопка «Стоп цикла» |
|
11 |
Кнопка «Пуск двигателя» |
|
12 |
Кнопка «Стоп двигателя» |
|
13 |
Кнопка «Общий стоп» |
|
14 |
Индикатор «Работа электродвигателя» |
|
15 |
Двуручного управление от |
|
16 |
Двуручное управление от рукоятки с кнопкой SB7 |
|
17 |
Манометр давления |
|
18 |
Регулятор усилия (давления) в цилиндре |
|
19 |
Кран манометра |
Механизм управления прессом П6328Б-01

На ползуне пресса закреплен кронштейн с флажком – экраном 1, который взаимодействует с конечными выключателями SQ1, SQ2, SQ3, SQ4. На 2-х передних пультах управления 2, установлены кнопки 3. Рукоятка ручного управления 4 через тягу 5, рычаг 6 и тягу 7 присоединяется к шарнирно закрепленному на станине рычагу 8, который входит в прорезь хвостовика золотника 9 дросселя. Дроссель крепится к станине винтами, золотник подпружинен регулируемой пружиной 10. На золотнике 9 закреплен кронштейн с флажком 11, который взаимодействует с конечным выключателем. Упор 12 ограничивает ход рукоятки вниз. На станине пресса закреплен цилиндр 13 с поршневой полостью 14, форсирующей полостью 15 и штоковой полостью 16. Совместно с системой управления работает также бак наполнения 17, клапан наполнения 18 и гидроагрегат пресса (на рисунке не показан).
ЭЛЕКТРООБОРУДОВАНИЕ
В состав электрооборудования входит:
- электрооборудование пресса;
- электрооборудование электрошкафа.
Электрооборудование пресса П6328Б-01
На левой боковой стенке пресса установлен механизм конечных выключателей, SQ1…SQ3, контролирующих положение ползуна во время работы пресса и светильник местного освещения рабочей зоны. Внутри станины, на боковой стенке пресса, установлен конечный выключатель SQ4 дающий в наладочном режиме команды на ход ползуна вниз или вверх. В качестве конечных выключателей применены бесконтактные индуктивные датчики постоянного тока 24В.
Внутри пресса вварен гидробак. На крышке гидробака установлены:
− электродвигатель.
− гидроблок с установленными на нем электромагнитами постоянного тока 24В.
На трубе, подводящей охлаждающую воду к маслоохладителю, установлен электромагнитный клапан постоянного тока 24 В. Конечные выключатели SQ1…SQ3, фотозащита и светильник Е1, подключены к набору зажимов рас-положенному в разветкоробке РК1.
Электромагниты гидроблока подключены к зажимам в коробке РК2. Разветкоробка РК2 установлена боковой стенке пресса. Для подключения пресса к заземляющей шине цеховой сети, на правой боковой стенке пресса предусмотрен заземляющий зажим.
Электрооборудование электрошкафа П6328Б-01
Электрошкаф одностороннего обслуживания. В электрошкафу установлены промежуточные реле, защитные диоды, программируемый логический контролер CP1L, контактор, блок питания 24В, трансформатор. В нижней части шкафа находится вводные клеммы. На правой боковой стенке установлен вводной автоматический выключатель. На левой боковой стенке установлен центральный пульт. На пульте (рисунок 1) расположены переключатель режимов, реле времени «Выдержка под давлением», кнопки «Пуск», «Стоп» электродвигателя, кнопки «Стоп авторабота», «Общий стоп», световая сигнализация.
Описание работы электросхемы пресса П6328Б-01
Выполнение операций управления прессом в соответствии с циклограммой осуществляется с помощью программируемого логического контроллера CP1E-N40DR-A фирмы «OMRON». Программа контроллера обеспечивает работу пресса в режимах: «Наладка», «Единичный цикл» (полуавтомат), «Автомат» .
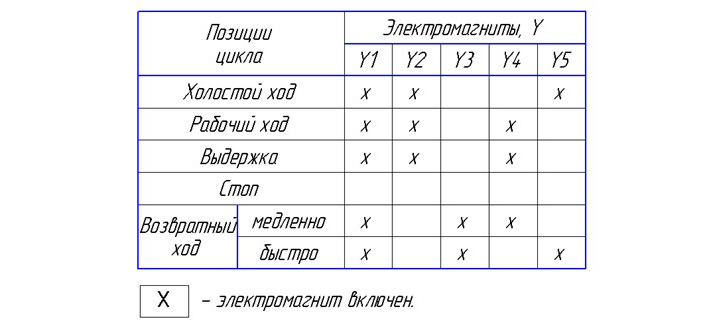
Пресс работает по циклограмме приведенной на рисунке:
Наладка
Режим «Наладка» предназначен для отладки и регулировки механизмов пресса, регулировки конечных выключателей, настройки реле времени. Движение в этом режиме происходит до тех пор, пока нажата соответствующая кнопка (рукоятка) или не сработал ограничивающий движение конечный выключатель. Отпускание кнопки и рукоятки приводит к движению ползуна вверх.
После подготовки пресса к работе, согласно разделу 2 настоящего руководства, можно приступать к отладке пресса. Переключатель SА2 установить в положение «Наладка». Включить схему управления. Включить электродвигатель. Для получения движения ползуна вниз необходимо одновременно нажать рукоятку вниз и кнопку SВ6 на левом посте управления. Включатся электромагниты Y1, Y2, Y5. Ползун ускоренно начнет движение вниз до SQ2. По сигналу конечного выключателя SQ2 включается электромагнит Y4 и отключается Y5, ползун продолжает движение на рабочей скорости. По сигналу от SQ4, выдается сигнал на отключение электромагнитов Y1, Y2, Y4. Для подъема ползуна необходимо отпустить рукоятку. При отпускании рукоятки конечный выключатель SQ5 отключится, включатся электромагниты Y1, Y3, Y4, ползун медленно поднимается вверх до SQ3, отключается электромагнит Y4 и включится электромагнит Y5, ползун движется ускоренно вверх до срабатывания SQ1. По сигналу от SQ1 отключаются электромагниты. Ползун прекращает движение.
Единичный цикл (Полуавтомат)
Перед переходом в полуавтоматическом режим необходимо в режиме «Наладка» установить механизмы пресса в исходное положение:
− ползун должен находиться вверху - SQ1 замкнут;
При наличии исходного положения на пульте загорается светодиод «Исходное положение». Перевести переключатель SA2 в положение «Единичный цикл». Пуск цикла производится одновременным нажатием кнопок SВ6 и SВ7 на рабочих постах управления. Время рассогласования нажатия кнопок должно быть не более 0,5с. Кнопки необходимо удерживать в нажатом состоянии до окончания холостого хода. По сигналу от нажатых кнопок, SВ6 и SВ7 «Ползун вниз», включаются электромагниты Y1, Y2, Y5. Ползун на скорости холостого хода опускается до SQ2. По сигналу от SQ2 включается электромагнит Y4 и отключается Y5, начинается рабочий ход ползуна вниз. По сигналу от SQ2, включается реле времени КТ1 «Выдержка под давлением». По истечении выдержки реле КТ1 выдается сигнал на отключение электромагнитов Y1, Y2, Y4, Затем происходит сброс давления, по истечении заданного времени (0,5-1с), включаются электромагниты Y1, Y3,Y4. Ползун медленно поднимается вверх до срабатывания конечного выключателя SQ3. При срабатывании конечного выключателя SQ3 отключается электромагнит Y4 и включается электромагнит Y5, ползун начинает ускоренное движение вверх. По достижению конечного выключателя SQ1, электромагниты отключаются, движение прекращается. На этом цикл работы заканчивается. Для начала нового цикла требуется вновь нажать кнопки SВ6 и SВ7.
Автомат
Пресс в режиме «Автомат» может работать только в случае оснащения пресса узлами механизации загрузки заготовки и выгрузки изделия и увязки работы узлов механизации с работой ползуна. Для остановки автоматического режима необходимо на пульте управления нажать кнопку «Стоп автомат», ползун доработает цикл и остановится в исходном положении.
ПОРЯДОК УСТАНОВКИ
Транспортирование пресса П6328Б-01

Подъем, опускание и транспортирование пресса П6328Б-01 следует производить плавно, без резких рывков и толчков строго согласно схеме зачаливания. Зачаливание тросов за выступающие части пресса П6328Б-01 не допускается.
Фундамент под пресс П6328Б-01

Перед установкой пресса П6328Б-01 на фундамент его необходимо расконсервировать:
- удалить антикоррозионное покрытие,
- тщательно промыть обработанные поверхности бензином и
- обтереть пресс П6328Б-01 ветошью.
Фундамент под пресс П6328Б-01 следует подготовить заранее, залив фундаментные болты раствором.
Установка требует закладки под основание пресса клиньев и подкладки, и при помощи которых агрегат выставляется по уровню горизонтальности стола в двух взаимно перпендикулярных направлениях (допускаемое отклонение 0,2 мм/м), после чего гайки фундаментных болтов (1.2.М24х600 по ГОСТ 24379.1-2012) затягиваются и под основание пресса подливается цементный раствор.
ПОДГОТОВКА И ПЕРВОНАЧАЛЬНЫЙ ПУСК
Подготовка пресса П6328Б-01
Перед пробным пуском пресс следует продержать не менее трех суток в сухом помещении для удаления влаги из изоляции обмоток электродвигателя и проводов. С обработанных поверхностей пресса удалить антикоррозийное покрытие, тщательно промыть их уайт-спиритом, после чего, обтереть ветошью и смазать тонким слоем масла. Залить масло через заливное отверстия с фильтром до верхнего глазка маслоуказателя, вварного бака в станине, что соответствует примерно 500 литров. Ползун пресса освободить, фиксирующий стержень передвинуть в положение, не препятствующее свободному ходу кронштейна ползуна. Подсоединить пресс к электросети, предварительно заземлив его, вводным выключателем включить пресс. Кратковременным включением электродвигателя (продолжительность включения до 1…2 сек.) проверить направление вращения. Направление вращения электродвигателя должно быть правым, то есть, если смотреть на электродвигатель сверху, по часовой стрелке.
Места подключения пресса П6328Б-01

Первоначальный пуск пресса П6328Б-01
При первом включении электродвигателя проверить правильность направления вращения его вала.
ВНИМАНИЕ! Направление вращения вала двигателя - правое со стороны противоположной приводному концу вала (по часовой стрелке со стороны крыльчатки).
Перед пуском в работу пресса необходимо ознакомиться с назначением органов управления, проверить уровень масла по верхнему глазку маслоуказателя и установить конечные выключатели в нужное положение.
Последовательность пуска пресса П6328Б-01:
- многократным кратким включением электродвигателя продолжительностью включения 2-3сек. вхолостую прокрутить насос гидроагрегата (продолжительность прокручивания 3 мин.);
- для удаления из гидросистемы воздуха сделать 10-20 холостых ходов ползуна;
- убедиться в четкой остановке ползуна в конечных положениях (верхнем и нижнем);
- остановить двигатель в верхнем положении ползуна, долить масло в бак до верхнего глазка маслоуказателя;
- установить на стол жесткую проставку, нажимая ползуном на проставку, проверить давление в рабочем цилиндре.
После этого разрешается работа пресса П6328Б-01 под нагрузкой. К работе и обслуживанию пресса П6328Б-01 не разрешается допускать лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению агрегатом.
НАЛАДКА И РЕГУЛИРОВАНИЕ
На прессе предусмотрены следующие регулировки параметров:
- регулирование величины хода ползуна;
- регулирование величины давления в рабочем цилиндре (усилия пресса);
- регулирование времени выдержки под давлением;
- регулирование поддерживающего давления в штоковой полости рабочего цилиндра.
Регулирование величины хода осуществляется изменением положения концевых выключателей. Для перемещения их необходимо ослабить закрепляющие винты поворотной кнопкой. После установки концевых выключателей в нужное положение затянуть винты.
Регулирование величины рабочего давления в цилиндре пресса осуществляется вращением рукоятки замкового устройства регулятора усилия: против часовой стрелки - уменьшение усилия (давления), по часовой стрелке - увеличение.
Время выдержки под давлением регулируется реле времени и не должно превышать 10с. Давление контролируется при этом по манометру.
При необходимости уменьшить рабочее давление или при настройке пресса после ремонта необходимо соблюдать порядок настройки в руководстве по эксплуатации гидроагрегата.
гидравлический пресс п6328 гидравлическая схема, пресс гидравлический п6328б схема паспорт гидропресс п-63 п6328б гидравличечкая схема. электро схема пресса п6328б, гидравлическая схема пресса п6328б схема электрическая принципиальная пресса п6328 пресс гидравлический п6328 паспорт. скачать бесплатно паспорт п6324, Паспорт П6328 скачать Руководство по прессу П6328 пресс п6328б. скачять паспорт п6328б бесплатно, п6328б масло в пресс схема пресса п6328 гидроблок гидроагрегата П63В2. ремонт пресса П6328Б, электросхема гидропресса fielding направление вращения электродвигателя пресс п6328 гидросхема пресс п6328б технические характеристики. П-6328 купить, скачать паспорт на п6328б гидронасос на гидропресс п6328б п 6328 паспорт. п6328 в руководство скачать бесплатно без смс, пресс гидравлический одностоечный п6328б руководство по эксплуатации пресса гидравлического П 948 пресс гидравлический 6328Б паспорт. пресс гидравлический П6328Б, пресс п6328б схема гидравлика сборочный чертеж пресса гидравлического одностоечного п6328б пресс гидравлический п6328б техдокументация. Гидропрес п6328, Пресс гидравличесский п6328 гидросхема пресс п6328 схема электрическая пресса П6328Б. гидропресс П6364 паспорт руководство пресса, схема гидравлическая П6328Б П6328Б ООО Гидропресс руководство по эксплуатации паспорт на пресс схема электрическая п6328б. инструкция гидроагрегат 41П32В пресса, паспорт пресс гидравлический п6328б скачать паспорт на станок п6328пресс гидравлический пресс гидравлический однобалочный П6328 паспорт скачать бесплатно. скачать руководство по эксплуатации на пресс гидравлический П6328Б, Шкафы управления к прессам п6328 пресс п6328б паспорт скачать бесплатно пресс гидравлический П6328Б одностоечный цена. пресс п63в4, техобслуживание пресса П6328 p-6328 пресс гидравлический П 6328 б эл.схема. паспорт пресса п6328, пресс 6328Б установочный чертеж пресс п63в4 положения где взять монтажную электросхему на пресс гидравлический ПБ6334. запчасти для пресса гидравлического П6328, П6328Б Пресс гидравлический одностоечный универсальный пресс гидравлический одностоечный п6328 б/у п6328б схема гидравлическая. п6328 руководство по эксплуатации, пресс 6328 б/у пресс гидравлический п6328б паспорт рабочее давление п6328. Пресс гидравлический П6328Б 63 тонны, пресс п6328 руководство по эксплуатации пресс гидравлический П63В3 пресс гидравлический П6328Б ремонт насоса плунжерного. размеры т-образных пазов стола пресс гидравлический п6328б, П-6328 гидравлическую схему Б 1642-00-007 п6328б схема. документация на пресс П6328Б скачать, манжеты для пресса гидравлического П6328Б пресс п6328 гидросхема П6328 Пресс гидравлический одностоечный насос. пресс п6328 характеристики и присоединительные размеры стола, продам пресс гидравлический модели П6328Б в Украине пресс п6328б бу гидравлический пресс п63. Пресс серии П63 - данные питающей сети, электрооборудование гидравлического пресса типа 6334Б пресс гидравлический гот выпуске 1974 модель п6328 электросхема пресс пб6334 скачать паспорт. п63в3 насос ostra, прес руе 250 прес 6328б скачать паспорт и инструкцию по эксплуатации пресс гидравлический П-10
Стандартная комплектация П6328Б-01
- Пресс в сборе.
- Электрошкаф (установлен на станине пресса).
- Гидроагрегат (установлен в станине пресса).
- Металлическое ограждение рабочей зоны.
- Механизм конечных выключателей рабочих органов пресса.
- Комплект технической документации (паспорт и руководство по эксплуатации).
- Декларация соответствия ТР ТС.
- Паспорта (формуляры) на комплектующее оборудование и КИП на русском языке.
- Комплект ЗиП.
- Каталог запасных частей на русском языке.
Дополнительные опции П6328Б-01
- Фотозащита рабочей зоны.
- Отображение и возможность регулировки усилия прессования с панели оператора.
- Гидроподушка.
- Правильный стол.
Видеообзор
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?



