
Пресс горизонтальный для запрессовки ПК (ПА) 6738
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
 6738")
Назначение гидравлического насадночного пресса ПА 6738
Пресс гидравлический насадочный горизонтальный (монтажно-колесный) усилием 6300 кН модели ПА 6738 предназначен для запрессовки и распрессовки колесных пар (всех типов и модификаций), колесных пар тепловозов серии 2ТЭ10, ТЭМ2, вагонов пассажирского и грузового парков шкивов, втулок, роторов электромашин и других запрессовочных и распрессовочных работ.
Достоинства:
- механизация загрузки-выгрузки;
- наличие самописца "путь-давление";
- привод опорной траверсы.
По запросу Заказу, пресс ПА 6738 может быть дооснащен до комплекса для запрессовки и распрессовки колесных пар - БЕЗ переворота колесной пары модели ПК 6738.
Особенности комплекса для запрессовки и распрессовки колесных пар модели ПК 6738
Комплекс для запрессовки и распрессовки колесных пар модели ПК 6738 оснащен системой грузозахватных приспособлений для оси в свободном состоянии, оси с корпусом подшипников, колесных центров и откидными упорами - что обеспечивает возможность запрессовки колесной пары БЕЗ разворота.
Комплекс снабжен системой контроля усилия, точности взаимного расположения напрессовываемых элементов, имеет электронный самопишущий прибор с электронной регистрацией и отображением диаграммы и текущей информации на дисплее, архивирование данных и сохранение на USB флэш, имеет возможность подключения к персональному компьютеру, печати протокола.
Также комплекс имеет защиту от повреждения напрессовываемых элементов колесной пары, механизм загрузки, поддержания и перемещения изделия в процессе прессовых работ.
Комплекс обеспечивает расположение оси колесной пары при запрессовке точно по оси пуансона и строго перпендикулярно упорной траверсе пресса.
Базовое климатическое исполнение УХЛ категория размещения 4 по ГОСТ 15150.
Технические характеристики ПК (ПА) 6738
| Номинальное усилие пресса, кН | 6300 |
| Габариты пресса (ДхШхВ), мм | 8330x3950x3600 |
| Масса, нетто кг | 27570 |
| Ход плунжера, мм | 1000 |
| Рабочее давление жидкости, кгс/см2 | 200 |
| Расстояние между плунжером и опорной траверсой, мм | 4000 |
| Наибольший диаметр напрессовываемых изделий, мм | 1600 |
| Скорость плунжера, мм/с | |
| - рабочая | 1,0 ... 2,2 |
| - при холостом ходе | 20 ... 30 |
| - при возвратном ходе | 30 ... 45 |
| Мощность привода, кВт | 18,5 |
| Частота вращения двигателя главного привода, об./мин. | 1000 |
УСТРОЙСТВО КОМПЛЕКСА ДЛЯ ЗАПРЕССОВКИ И РАСПРЕССОВКИ КОЛЕСНЫХ ПАР ПК 6738
Общий вид Комплекса для запрессовки и распрессовки колесных пар ПК 6738
 6738")
1 - Балка поперечных перемещений, 2 - Стойка передняя, 3 - Траверса упорная, 4 - Тяга, 5 - Опора крана мостового, 6 - Бак наполнения, 7 - Гидроцилиндр главный, 8 - Цилиндр ускоренных ходов, 9 - Система грузозахватных приспособлений для оси в свободном состоянии и оси с корпусом подшипников, 10 - Система грузозахватных приспособлений для колесных центров, 11 - Откидные упоры, 12 - Электроборудование балки поперчных перемещений, 13 - Панель силовая балки поперчных перемещений, 14 - Шкаф
Комплекс для запрессовки и распрессовки колесных пар обеспечивает возможность запрессовки колесной пары БЕЗ разворота. Для этого пресс гидравлический насадочный ПА 6738 оснащается системой грузозахватных приспособлений для оси в свободном состоянии, оси с корпусом подшипников, колесных центров и откидными упорами.
Комплекс снабжен системой контроля усилия, точности взаимного расположения напрессовываемых элементов, имеет электронный самопишущий прибор с электронной регистрацией и отображением диаграммы и текущей информации на дисплее, архивирование данных и сохранение на USB флэш. Имеет возможность подключения к персональному компьютеру, печати протокола.
Пример установки колесной пары в рабочей зоне Комплекса для запрессовки и распрессовки колесных пар ПК 6738
 6738")
Также комплекс оснащен защитой от повреждения напрессовываемых элементов колесной пары, механизмом загрузки, поддержания и перемещения изделия в процессе прессовых работ.
Комплекс обеспечивает расположение оси колесной пары при запрессовке точно по оси пуансона и строго перпендикулярно упорной траверсе пресса. Данный Комплекс для запрессовки и распрессовки колесных пар реализован на базе гидравлического насадночного пресса ПК (ПА) 6738. Рассмотрим устройство его основных частей.
Устройство пресса гидравлического насадночного ПА 6738
Пресс состоит из следующих основных частей: стойки передней 2, траверсы упорной 3, двух тяг 4, образующих замкнутую силовую систему, а также из опоры 5 (крана мостового), электрооборудования 12…17, гидроагрегата 24 и крана мостового 49 с двумя электроталями 48.
Стойка передняя ПА 6738
Стойка передняя состоит из сварного корпуса, предназначенного для установки в него гидроцилиндров, механизма конечных выключателей и силовых тяг. На корпусе установлены дверки, манометр (давление запрессовки) и накладки, на которые опираются упоры, удерживающие усилие запрессовки (распрессовки), а также накладки, выполняющие роль компенсаторов. Для регулировки положения стойки на фундаменте, предусмотрены упоры и бобышки, а также болты, предназначенные для законтривания упоров после регулировки.
Траверса упорная пресса ПА 6738
Траверса упорная состоит из сварного корпуса с установленным и на нем упорами, предназначенными для удержания усилия запрессовки (распрессовки). Для облегчения съема упоров (на время перестановки траверсы на другую позицию) предусмотрены ролики.
Траверса устанавливается на нижнюю тягу пресса при помощи катков ведущего и ведомого. Катки установлены на подшипниках. Для удержания верхней части траверсы в горизонтальном направлении предусмотрены втулки с подшипниками, установленными при помощи осей на регулируемых упорах.
Привод катка осуществляется при помощи зубчатой передачи, состоящей из колеса и шестерни, установленной на валу мотор-редуктора, установленного на корпусе при помощи кронштейна.
Для управления передвижением траверсы, на ней установлен пульт управления, входящий в состав электрооборудования.
Тяги пресса ПА 6738
Тяги предназначены для замыкания усилия запрессовки (распрессовки) между передней стойкой и упорной траверсой. Предусмотрена возможность изменения расстояния между стойкой и траверсой с шагом 500 мм.
Тяга является неразборной деталью. Пазы, предназначенные для установки упоров передней стойки и упорной траверсы, обрабатываются в двух тягах совместно (для обеспечения параллельности стойки и траверсы), поэтому тяги не являются взаимозаменяемыми между прессами (замена тяг возможна только в комплекте).
Опора крана мостового пресса ПА 6738
Опора крана мостового состоит из сварной задней стойки и двух опор, левая из которых установлена на переднюю стойку пресса при помощи кронштейнов и, а правая – на стойку. На опорах установлены направляющие, по которым перемещается опорная кран-балка. Под правой опорой и под кронштейнами и установлены компенсаторы, подгонкой толщины которых обеспечивается расположение направляющих в горизонтальной плоскости.
Стойка предназначена также для удержания от провиса под действием собственного веса правой части верхней тяги пресса (нижняя удерживается опорами фундамента) и для удержания в горизонтальной плоскости обеих тяг. Для удержания верхней тяги от провиса в верхней части стойки установлен эксцентрик, вращением которого устраняется провис верхней тяги. После регулировки эксцентрик стопорится болтом с контргайкой. Для удержания тяг в горизонтальной плоскости в верхней и нижней частях стойки установлены винты с контргайками.
Бак наполнения пресса ПА 6738
Бак наполнения предназначен для заполнения маслом полости главного цилиндра при ускоренном ходе и сбора масла из цилиндра во время возвратного хода. Излишки масла (масло, поданное в цилиндр во время рабочего хода) сливается по рукаву в бак гидроагрегата. Для полного слива масла (при замене или ремонте пресса) предусмотрен кран.
Бак наполнения состоит из сварного бака, установленного на передней стойке пресса. Бак закрыт крышкой с двумя воздухоочистителями, на его передней стенке установлен маслоуказатель.
В комплект бака входят также клапан наполнения и задвижка, соединенная с клапаном наполнения рукавом.
ВНИМАНИЕ! Задвижку перекрывать только на время ремонтных работ. Включение пресса в работу при перекрытой задвижке приведет к нарушению цикла и (возможно) к разрыву рукава.
Гидроцилиндр главный пресса ПА 6738
Гидроцилиндр главный предназначен для создания основной части (75%) усилия запрессовки (распрессовки).
Гидроцилиндр главный состоит из корпуса в который установлена втулка, по которой перемещается плунжер, уплотнение которого осуществляется манжетами, кольцами и, а также со втулкой, в которой установлен скребок, предназначенный для очистки штока. Втулка удерживается фланцем, между которым и корпусом цилиндра установлены регулировочные шайбы и, подбором количества которых регулируется величина сжатия манжет. в кольце имеются проточки и отверстия, предназначенные для отвода утечек и аварийного слива масла из цилиндра.
Плунжер выполнен полым (для уменьшения веса), в нем имеется проточка и система сверлений, предназначенная для аварийного слива масла. В случае превышения хода плунжера, его проточка расположится напротив проточки кольца и масло по системе сверлений в плунжере и втулке уйдет в бак гидроагрегата, при этом давление в цилиндре упадет и плунжер не будет развивать усилия, что необходимо для исключения поломки цилиндров ускоренных ходов. На плунжере установлены траверса, закрепленная гайкой и предназначенная для связи плунжера с цилиндрами ускоренных ходов, а также упор.
В передней стойке пресса цилиндр крепится при помощи разрезного кольца и гайки.
Цилиндры ускоренных ходов пресса ПА 6738
Цилиндры ускоренных ходов предназначены для осуществления ускоренного и возвратного ходов плунжера, а также для создания 25% усилия запрессовки (распрессовки).
Цилиндр состоит из корпуса, закрытого крышкой и установленного в нем шток-поршня. Левая часть шток-поршня и крышка уплотняются манжетами с защитными кольцами. Правая часть шток-поршня при помощи гайки крепится к траверсе главного цилиндра. В остальном конструкция и установка цилиндра в пресс аналогичны главному цилиндру (отличается только отсутствием аварийного слива).
В нише в передней стойки станины смонтирован узел установки конечных выключателей. Бесконтактный датчик SQ3 и путевой выключатель SQ6 ограничивают ход плунжера в крайнем переднем и заднем положениях плунжера соответственно.
Бесконтактный датчик SQ4, установленный в продольном пазу направляющей, дает команду на переход с ускоренного хода плунжера на рабочий ход.
Бесконтактный датчик SQ5 ограничивает рабочий ход плунжера.
Все перечисленные конечные и путевые переключатели включаются при проходе над ними кулачка, закрепленного на рейке, жестко связанной при помощи кронштейна с перемещением плунжера пресса.
Одновременно кулачок перемещается по направляющей штанге.
Трубопровод
Трубопровод представляет комплект сварных труб и деталей для соединения гидроагрегата с прессом.
В связи с тем, что пресс поставляется в частично разобранном виде, при монтаже трубопровода необходимо выполнить следующее:
- на всех свободных концах труб необходимо снять заглушки;
- промыть в керосине внутренние полости демонтированных труб и убедиться в отсутствии там связи;
После монтажа всего трубопровода необходимо убедиться в том, что все соединения с торцевым уплотнением надежно затянуты.
Подставка для оси колесной пары пресса ПА 6738 (опция)
 6738")
 6738")
ГИДРООБОРУДОВАНИЕ ПРЕССА ГИДРАВЛИЧЕСКОГО НАСАДОЧНОГО ПА 6738
Гидроагрегат пресса ПА 6738
Гидроагрегат состоит из бака сборной конструкции, на крышке которого установлены насосная установка с электродвигателем, гидропанель низкого давления, гидропанель высокого давления, напорный золотник и другая гидроаппаратура.
Гидропанель низкого и высокого давления состоят из стального корпуса, установленного на крышке бака.
К корпусу гидропанелей крепится распределительная и контрольно-предохранительная аппаратура.
Соединение гидропанели с насосом и узлами пресса осуществляется при помощи трубопроводов и РВД.
Залив масла в бак осуществляется через специальную горловину. Горловина закрывается крышкой. Для наблюдения за уровнем масла на боковой стенке бака предусмотренмаслоуказатель.
Очистка масла от механических примесей осуществляется фильтрами Ф см.гидросхему
Очистка масла от механических примесей при работе гидроагрегата осуществляется всасывающими сетчатыми фильтрами. На крышке бака установлена электрическая коробка и произведена электроразводка к двигателю и электромагнитам аппаратов.
Описание конструкции и инструкция по эксплуатации насосов и гидроаппаратов помещены в документации, поставляемой с покупными и комплектующими изделиями.
Схема гидравлическая пресса ПА 6738
Гидравлическая схема пресса позволяет осуществлять работу по пути и по давлению в следующих режимах «Наладка», «Работа ручная», «Работа полуавтоматическая».
Цикл состоит из следующих этапов:
- исходное положение;
- ускоренный ход вперед;
- прессование;
- сброс давления;
- ускоренный ход назад.
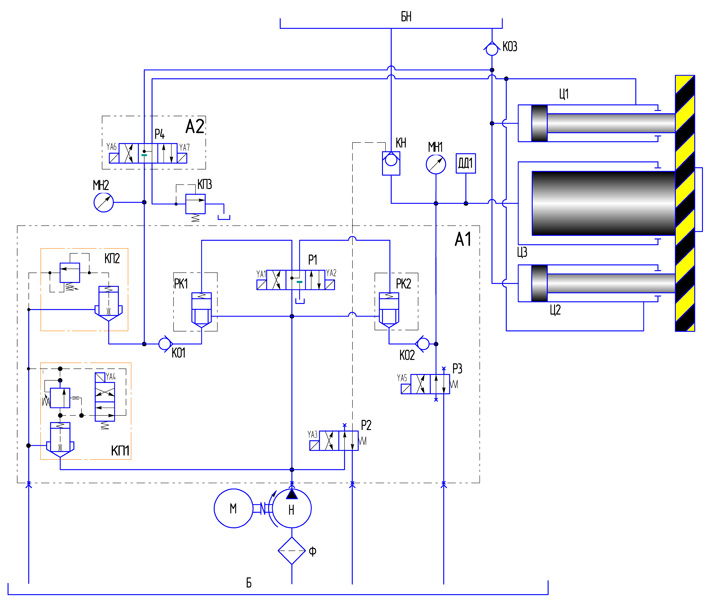
Описание работы схемы гидравлической
За исходное положение принимается крайнее левое положение плунжера пресса, при этом все электромагниты обесточены и нажат бесконтактный датчик SQ3.
Нажатием кнопки включения насоса начинает работать насос. Кнопкой включения рабочего хода плунжера (вперед) включаем электромагниты YA1,YA3,YA4 насоса и YA7 распределителя. Масло от насоса по магистрали поступает в поршневые полости ускорительных цилиндров.
Масло из штоковых полостей ускорительных цилиндров по магистрали сливается в бак. Одновременнооткрывается клапан наполнения, соединяя бак наполнения по магистрали с силовым цилиндром.
Происходит ускоренный подвод плунжера, контролируемый SQ4.
При замыкании бесконтактного датчика SQ4 обесточиваются электромагниты YA1,YA3 и YA7, клапан наполнения закрывается; включаются электромагниты YA2 насоса (поток в другую полость) и YA4 предохранительного клапана. Масло от насоса по магистрали проступает к цилиндру - происходит прессование до нажатия на ролик бесконтактного датчика SQ5 (работа по пути) или до замыкания максимальных контактов ЭМ BP1 (работа по давлению).
По команде SQ5 или ЭМ макс. BP1 отключаются электромагниты YA2 ,YA4 и включается электромагнит YA5, происходит сброс давления до включения минимального контакта BP1. По команде BP1 включается электромагниты YA1,YA3, YA4 и YA6 поступает в штоковые полости цилиндров. Из поршневых полостей масло по магистрали сливается в бак. Происходит ускоренный отвод плунжера цилиндра до прекращено. Цикл завершен.
В случае установки прибора для записи диаграммы «Давление-путь»:
Для включения прибора в сеть предназначен распределитель.
Для предохранения прибора от высокого давления предназначен предохранительный клапан.
Магистраль цилиндра предохраняется от перегрузок разгрузочно-предохранительным клапаном, который настраивается на давление 200 кгс/см2.
Предохранительный клапан служит для предохранения магистрали ускорительных цилиндров и настраивается на давление не более 63 кгс/см2. Предохранительный клапан настраивается на давление не более 60 кгс/см2.
Напорный золотник предназначен для создания подпора в магистрали ускорительных цилиндров для плавного движения плунжера. Рекомендуется настраивать напорный золотник на давление не более 5 кгс/см2.
Для контроля величины давления магистрали ускорительных цилиндров осуществляется по манометру.
Электронный манометр предназначен так же для подачи команды при работе по давлению и для подачи команды на включение электромагнитов YA1, YA3, YA4 и YA6 после сброса давления.
Очистка масла осуществляется через фильтры, которые необходимо периодически очищать при засорении. Напорный золотник разгружает магистраль управления, что способствует интенсивной фильтрации масла. Настраивать его необходимо на давление не более 25 кгс/см2 по манометру, подключенному в месте установки воздухоспускного клапана. После настройки магистрали управления снять манометр и установить клапан.
ЭЛЕКТРООБОРУДОВАНИЕ ПРЕССА ГИДРАВЛИЧЕСКОГО НАСАДОЧНОГО ПА 6738
Краткая характеристика
- силовые цепи ~ 3-х фазное 380 В, 50 Гц;
- цепи управления ~ 110 В, 50 Гц; 24В постоянного тока;
- цепи сигнализации – 24 В постоянного тока
Электрооборудование состоит из
- электрооборудование пресса;
- электрооборудование гидроагрегата;
- электрооборудование электрошкафа;
- электрооборудование механизма загрузки.
Электрооборудование смонтированное на прессе
- пульт управления прессом
- пульт переключателей пресса
- электродвигатель М2 траверсы упорной и кнопочный пост управле-ния перемещением траверсы
- конечные выключатели на механизме перемещения плунжера
- электродвигатель М3 привода тележки грузоподъемного механизма
- электрические тали с двигателями М4, М6 и М5, М7
- две подвесные кнопочные станции управления перемещением, гру-зоподъемным механизмом
- электронный манометр (ЭМ)
- педаль остановки плунжера
- электрошкаф, в котором установлена пусковая, защитная и коммута-ционная аппаратура, контроллер системы управления. Степень защиты электрошкафа IP43 по ГОСТ 14254-96.
- сельсин-приемник (датчик перемещения), смонтированный на станине пресса для записи диаграммы «давление-путь».(доп. Опция)
На гидроагрегате установлены
- электродвигатель М1 привода гидронасоса
- электромагниты гидросистемы
ОРГАНЫ УПРАВЛЕНИЯ ПРЕССА ПА 6738
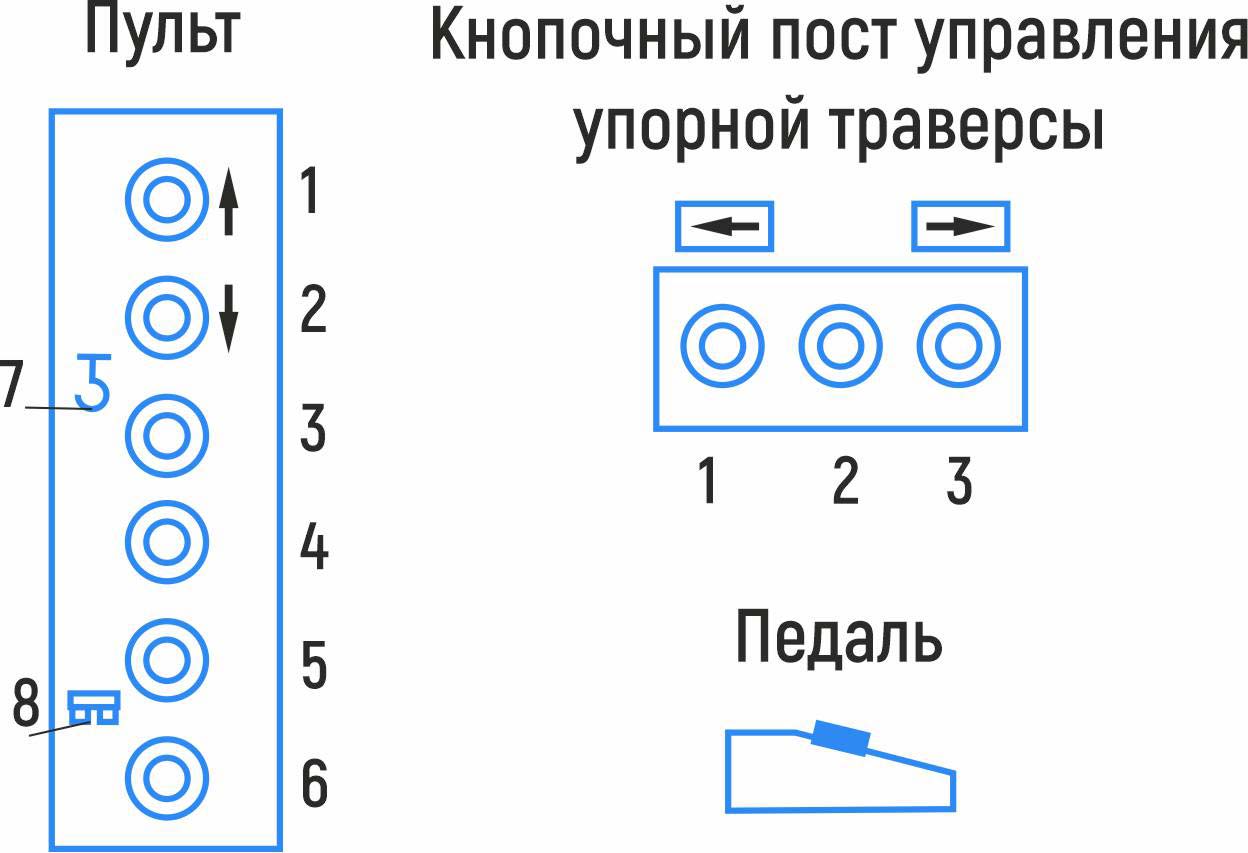
Управление работой пресса и главного плунжера осуществляется с пультов управления, расположенных на неподвижной части пресса, управление перемещением подвижной траверсы – кнопочным управления, расположенным на ней, управление перемещением грузоподъемного механизма – с кнопочных станций, расположенных на нем.
 6738")
1 - Пульт переключателей пресса, 2 - Пульт управления прессом, 3 - Педаль электрическая переносная, 4 - Пульт, 5 - Кнопочный пост управления упорной траверсы
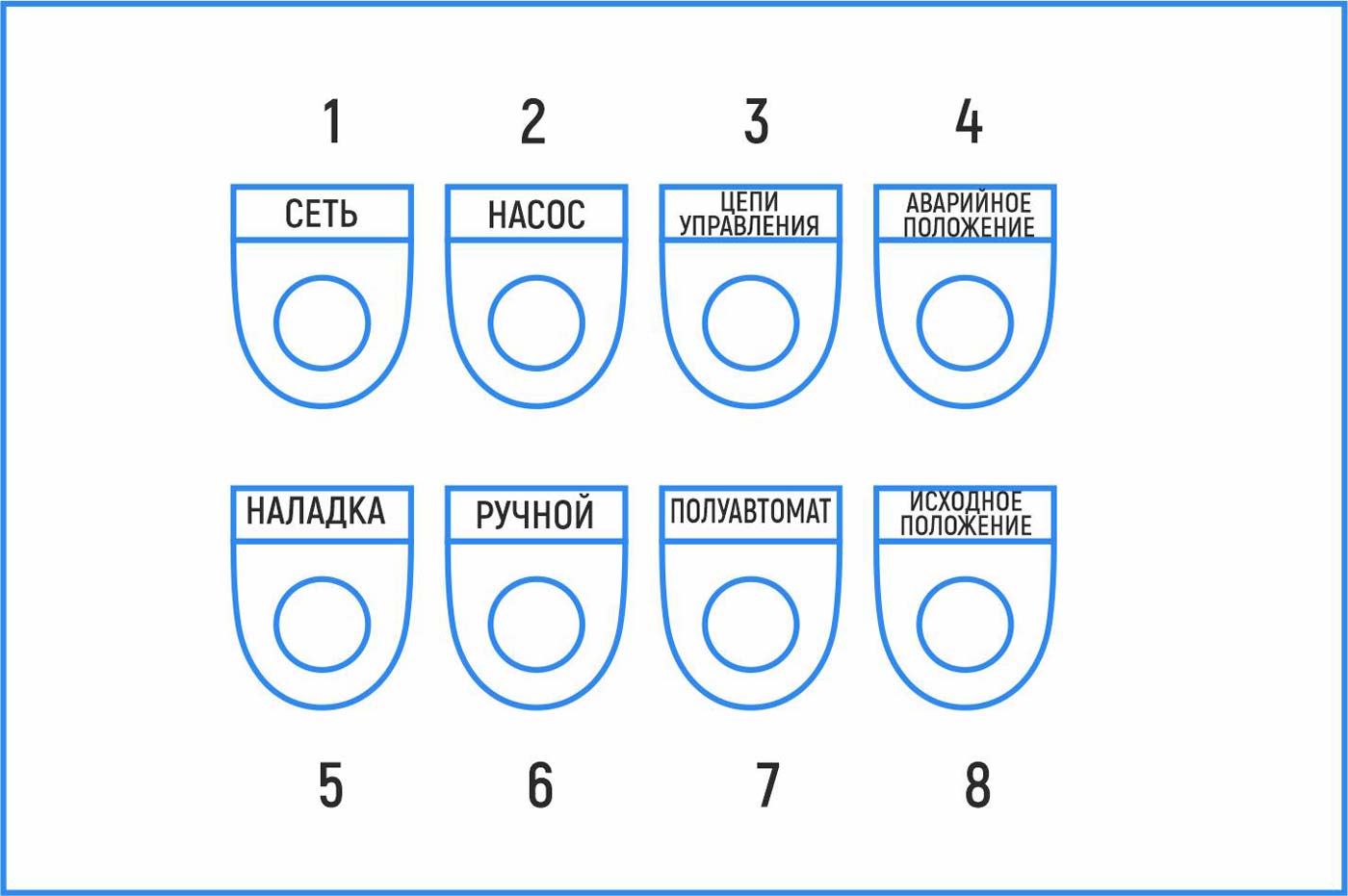
Пульт переключателей пресса
Пульт управления прессом

Органы управления прессом
Управление работой пресса и главного плунжера осуществляется с пультов управления, расположенных на неподвижной части пресса, управление перемещением подвижной траверсы – кнопочным управления, расположенным на ней, управление перемещением грузоподъемного механизма – с кнопочных станций, расположенных на нем.
Схема электрическая пресса ПА 6738
Схема электрическая принципиальная показана на чертеже схема электрическая принципиальная (см. приложение)
Электросхема позволяет осуществить следующие режимы работы пресса.
- Полуавтоматический
- Ручной (пооперационный)
- Наладочный
Выбор режима работы производится при помощи переключателя SA2. Перед началом работы требуется включить расцепитель QF1, рукоятка которого расположена на левой панели электрошкафа.
Лампа HL1 на пульте пресса сигнализирует о наличии питания в цепях управления прессом=24В.
Режимы работы пресса ПА 6738
Наладочный режим
Рукоятка SA2 Устанавливается в положение «Наладочный режим». В наладочном режиме исходным может быть любое положение плунжера. Пуск насоса производится аналогично полуавтоматическому и ручному режимам. Перемещение плунжера вперед осуществляется только при нажатой кнопке SB6. Переход с ускоренного на рабочий ход аналогичен полуавтоматическому и ручному режимам. Перемещение плунжера назад осуществляется только при нажатой кнопке SB7. При замыкании бесконтактного датчика SQ3 плунжер останавливается.
Управление траверсой
Перед переустановкой траверсы упорной необходимо предварительно выполнить операции, как указано в п. 2.5 настоящего руководства.
В зависимости от необходимого направления перемещения, нажимаем кнопку SB8 «траверса упорная вперед» или SB7 «траверса упорная назад»
Ручной (пооперационный) режим
Рукоятка SA2 Устанавливается в положение «Ручной режим». В исходном положении плунжер находится в крайнем левом положении. Пуск насоса и перемещение плунжера в прямом направлении производятся аналогично автоматическому режиму. Останов плунжера производится нажатием на педаль ПЭ. Перемещение назад производится нажатием на кнопку SB7 «Плунжер назад» при условии, что давление в системе ниже минимальной уставки. Если при рабочем ходе плунжера нажать кнопку SB7 «Плунжер назад», то плунжер остановится, произойдет сброс давления и плунжер вернется в исходное положение.
Полуавтоматический режим
Рукоятка SA2устанавливается в положение «Полуавтоматический режим». В исходном положении плунжер находится в крайнем левом положении. Бесконтактный датчик SQ3 замкнут. Нажатием на кнопку SB1 «Насос пуск» включается контактор КМ1 и запускается двигатель М1 гидростанции. Одновременно на пульте пресса загорается лампа HL2 «Насос». Нажатие на кнопку SB6 «Плунжер вперед» приводит к включению электромагнита YA1,YA3,YA4 и YA7.Плунжер совершает ускоренный ход в прямом направлении. При набеге на конечный выключатель SQ4 отключаются электромагниты YA1,YA3 и YA7, включаются Электромагниты YA2 и YA4, производится рабочий ход плунжера.
Окончание рабочего хода возможно по пути (от конечного выключателя SQ5) или по давлению ЭМ (от реле давления ВP1).
Для окончания рабочего хода по давлению переключатель SA3 установить в положение «1». Во время рабочего хода при достижении уставки на ЭМ максимального отключается магнит YA2 и YA4. Рабочий ход плунжера остановлен. После остановки давление начинает падать, и после достижения уставки минимального давления включается электромагнит YA3YA1,YA4 иYA6. Происходит ускоренный ход плунжера в обратном направлении.
Для окончания рабочего хода по бесконтактному датчику переключатель SA2 установить в положение «2»(Путь). Во время рабочего хода при достижении SQ5 отключается магнит YA1 и через 0,3с - YA4. Рабочий ход плунжера остановлен. После остановки плунжера включается электромагнит YA5и начинается сброс давления. При давлении в гидросистеме ниже минимальнойуставки включается электромагнитыYA1, YA3, YA4 и YA6. Происходит ускоренный ход плунжера в обратном направлении.
При замыкании бесконтактного датчика SQ3 электромагнитыYA1,YA3 YA4 иYA6 отключается. Плунжер находится в исходном положении и готов к новому циклу.
Управление механизмом загрузки
Электросхема механизма загрузки позволяет осуществлять управление:
А. тележкой и каждой талью в отдельности
Б. тележкой и двумя талями синхронно с любого подвесного пульта.
Выбор способа управления осуществляется переключателем SA4.
Для осуществления раздельной работы тельферов переключатель SA4 устанавливается в положение «1». При этом нажатием на кнопки SB11 – SB22 можно осуществить перемещение груза каждой талью отдельно вверх (вниз), вправо (влево) и тележкой вперед (назад).
Совместная работа тельферов с управлением с управлением с первого (второго) пульта осуществляется, если переключатель SA4 установить в положение «2» («3»). При этом отключается пульт второго (первого) тельфера и нажатие на его кнопки не оказывает влияния на управление.
ВАЖНО: Перед включением совместного режима управления тельферами необходимо выровнять по высоте механизмы перемещения грузов вверх-вниз в раздельном режиме.
Стандартная комплектация ПК (ПА) 6738
- Пресс в сборе -1 шт.
- Руководство по эксплуатации -1 шт.
- Паспорт -1 шт.
- Гидроагрегат -1 шт.
- Электро-шкаф -1 шт.
- Механизм загрузки (тельферная балка с двумя электроталями по 2 т) -1 шт.
- Прибор-регистратор давление/путь с установкой на пресс -1 шт.
Дополнительные опции ПК (ПА) 6738
- Комплект специализированной технологической оснастки
(изготавливается в соовтетствии с обрабатываемыми на прессе изделиями и согласовывается с Заказчиком)
прибор сдт16,
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?



