
Пресс листогибочный гидравлический ИБ1433.32

Назначение пресса гидравлического листогибочного ИБ1433.32
Пресс листогибочный гидравлический - предназначен для сгибания листового металла путём создания прямых гибочных усилий воздействующих на металл посредством гибочного инструмента (пуансон-матрица), пресса применяются для выполнения качественных повторяющихся гибов, например, при производстве фасадных кассет, металлических дверей, электрошкафов, приточно вытяжных систем, фильтров, облицовочных панелей и т.д.
Базовое климатическое исполнение УХЛ категория размещения 4 по ГОСТ 15150.
Пресс листогибочного гидравлического типа модели ИБ1433.32 имеет несколько преимуществ, которые делают его эффективным инструментом в металлообработке:
1. Гидравлический листогибочный пресс позволяет обрабатывать большие объемы листового металла за короткий промежуток времени. Он может прогибать листы различной толщины и размеров с высокой точностью.
2. Гидравлический листогибочный пресс обладает большим диапазоном настроек, что позволяет точно контролировать форму и размер прогибаемого листового металла. Это позволяет получить высокое качество и точность в процессе изготовления.
3. Гидравлические листогибочный прессы обычно имеют крепкую конструкцию, что делает их надежными и долговечными. Они способны выдерживать большие нагрузки и продолжительное время без поломок или снижения эффективности.
4. Гидравлические листогибочный прессы могут использоваться для прогибания листового металла различных материалов, таких как сталь, алюминий, нержавеющая сталь и других сплавов. Они также могут применяться в различных отраслях, включая машиностроение, автомобилестроение, электронику и другие.
Технические характеристики ИБ1433.32
| Усилие, т | 200 |
| Длина рабочего стола, мм | 3200 |
| Расстояние между колоннами, мм | 2600 |
| Глубина зева, мм | 320 |
| Ход пуансона, мм | 200 |
| Открытая высота, мм | 485 |
| Мощность двигателя, кВт | 11 |
| Габариты (ДхШхВ), мм | 3300x1750x2680 |
| Масса, кг | 12000 |
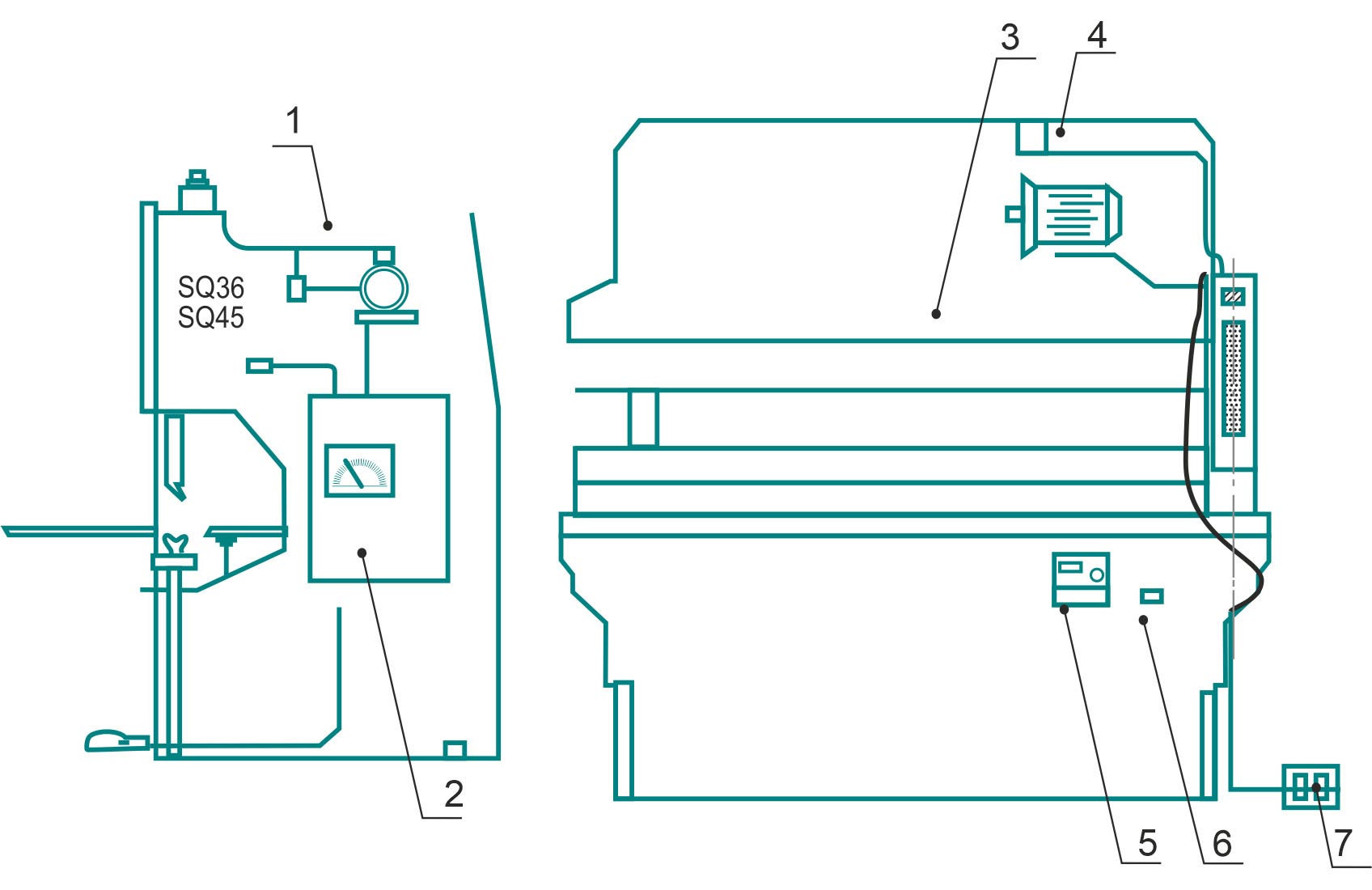
УСТРОЙСТВО ПРЕССА ИБ1433.32 И ЕГО СОСТАВНЫХ ЧАСТЕЙ
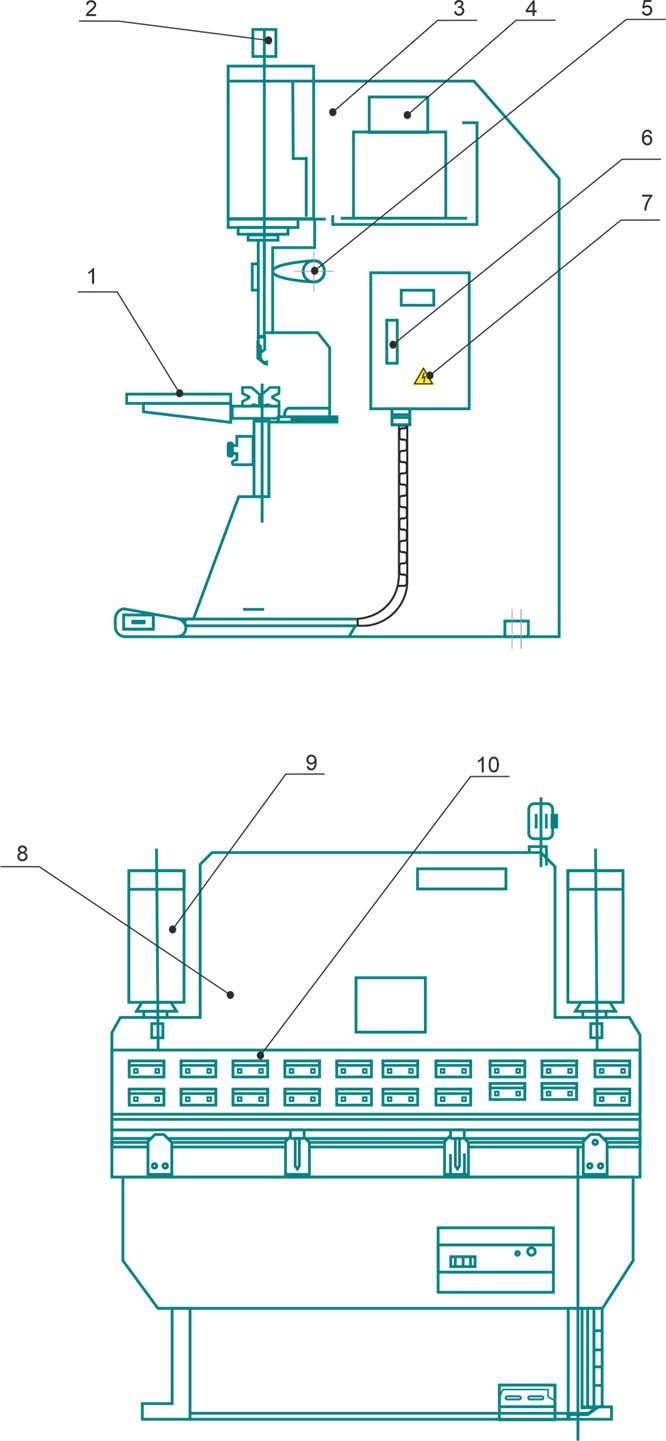
Пресс ИБ1433.32 состоит из следующих основных частей:
1 – передний упор
2 – автоматический упор
3 – корпус
4 – гидравлическая система
5 – синхронизатор
6 – вводной выключатель
7 – электрошкаф
8 – прижимная балка
9 – масляный цилиндр
10 – штамп
Пресс имеет сварную стальную станину и оснащен гидравлической системой с двойным масляным цилиндром для прижима и перемещения. Использование синхронизатора и возможность регулировки давления в зависимости от требований обеспечивают простую и надежную работу станка. Пресс может работать в режиме толчкового перемещения, единичного цикла и непрерывного цикла.
Сварная стальная конструкция обеспечивает надлежащую прочность и жесткость.
Станина
Включает правую и левую стенки, рабочий стол, распорки, а также сварную стальную станину.
Прижимная балка
Полностью из стали, соединяется со штоком поршня. С обоих концов станка на подвижную стойку установлены масляные цилиндры, которые непосредственно приводят ее в действие.
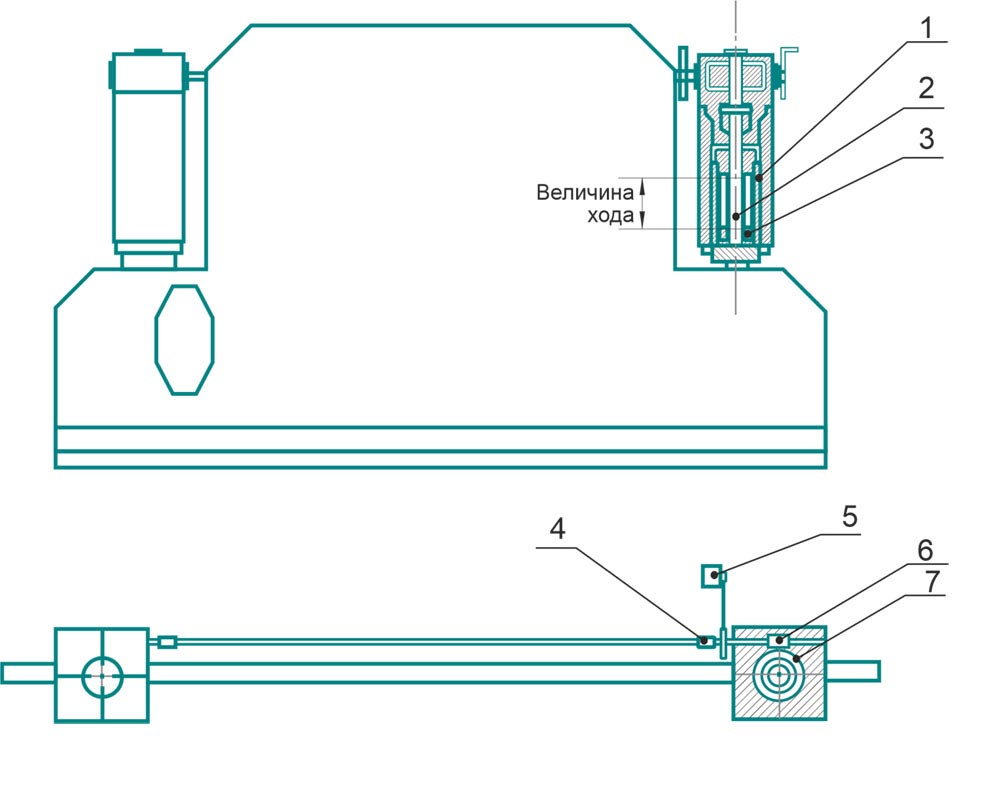
1 – шток поршня
2 – направляющая
3 – гайка
4 – соединитель
5 – электрическая регулировка станка
6 – червячный механизм
7 – червячная шестерня
Система синхронизации
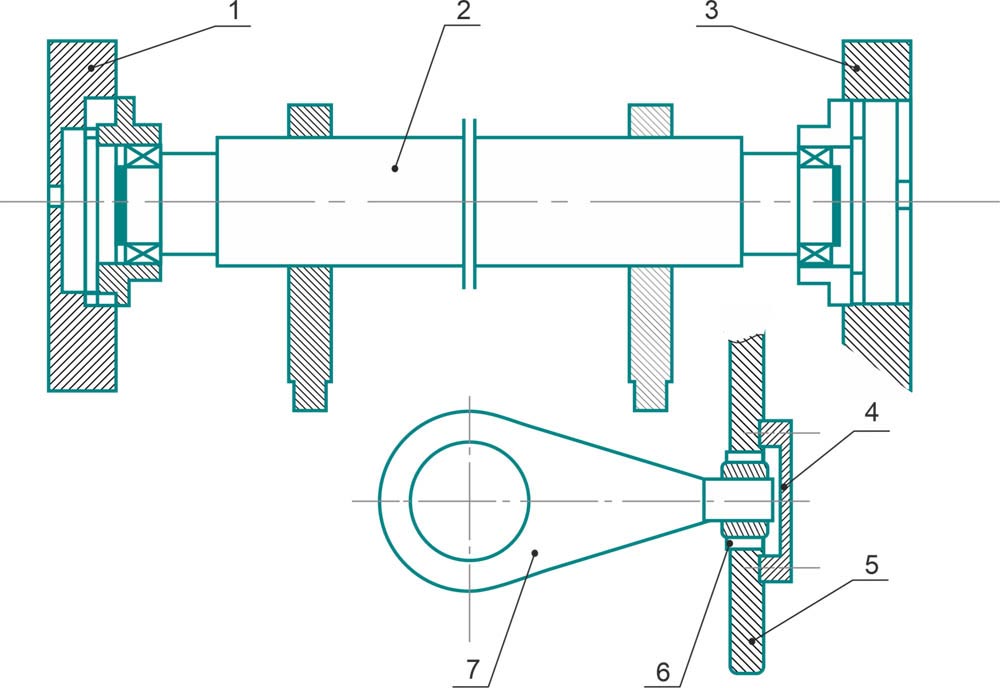
1 – левая стойка
2 – ось синхронизации
3 – правая стойка
4 – крышка подшипника
5 – направляющая плита
6 – подшипник скольжения
7 – стержень маятника
Система синхронизации станка состоит из главного подшипника, стержня маятника и подшипника скольжения. Она позволяет избежать необходимости постоянной регулировки и гарантирует высокую точность кривизны загиба.
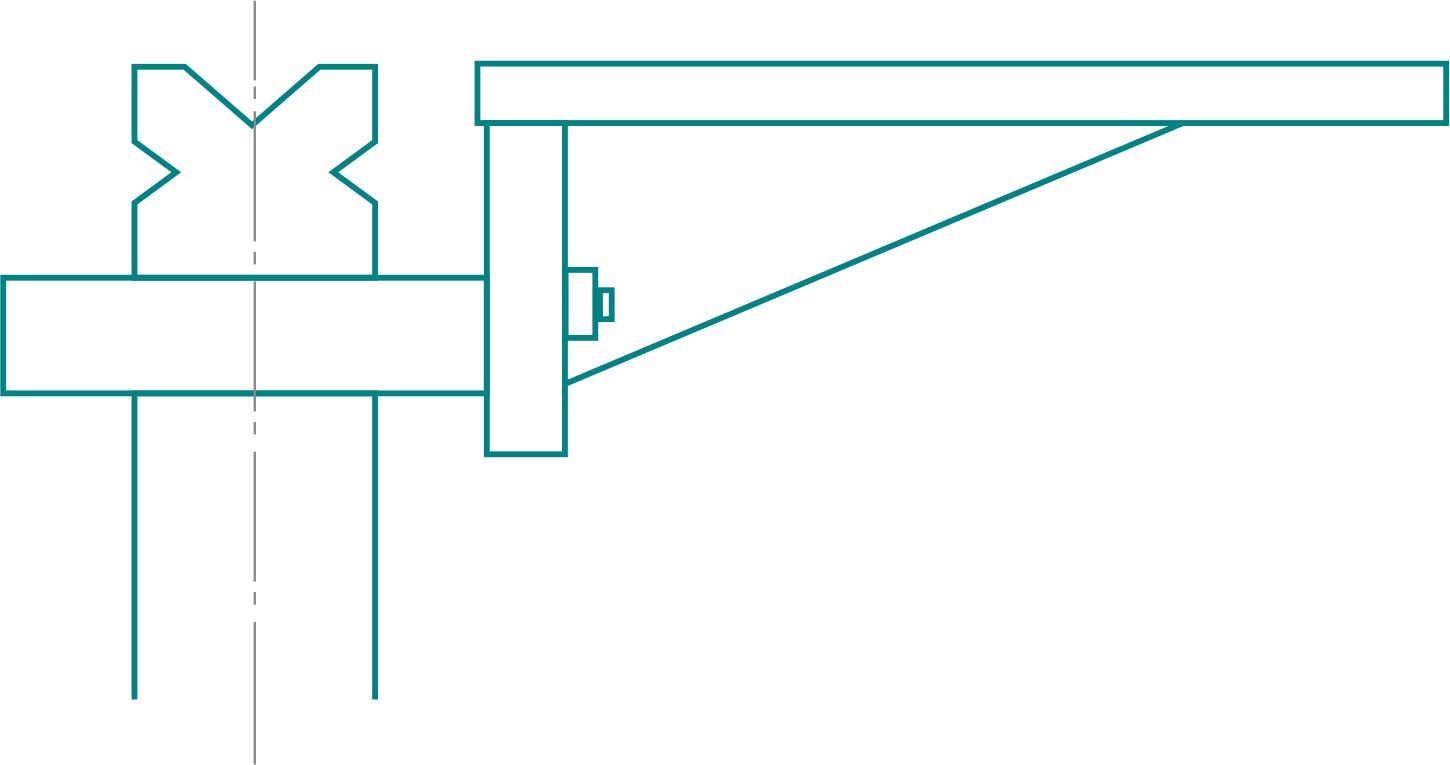
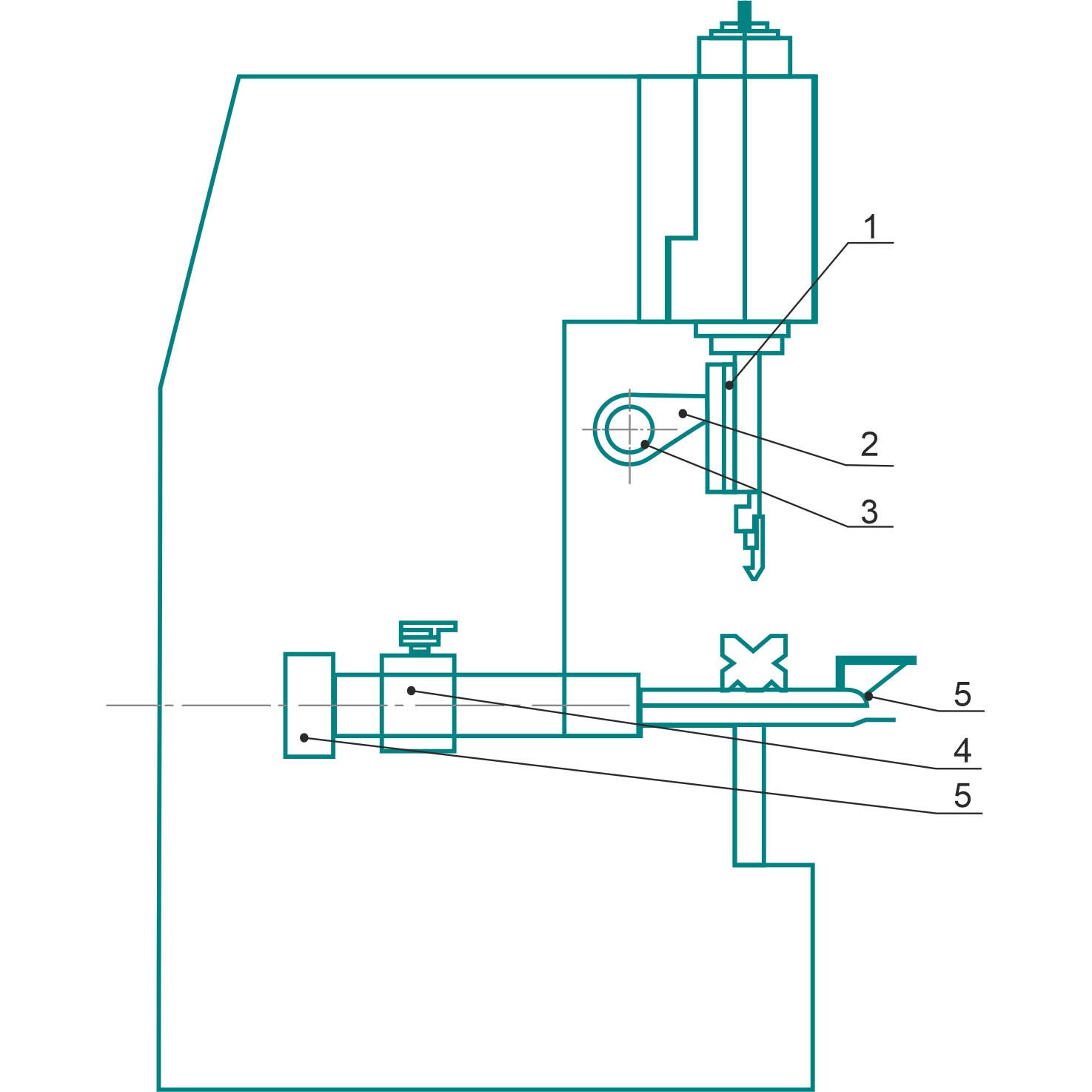
Передний упор
Задний упор
Пресс оснащен электрически управляемым задним упором. Нажатие кнопки на рабочем столе приводит челночный механизм в действие, расстояние перемещения можно посмотреть по индикатору. Положение упора можно изменять с помощью маховика. Кронштейн упора может перемещаться вверх и вниз. Для этого необходимо ослабить болт гайки качения шарико-винтовой передачи и верхней крепежной гайки, чтобы иметь возможность проворачивать гайку. Движение ходового винта вверх и вниз перемещает задний упор вниз-вверх. После регулировки затяните болты.
Матрицы
Верхняя матрица устанавливается на подвижной стойке в зависимости от прижимной пластины для ее крепления. В зависимости от заготовки можно устанавливать верхнюю матрицу разной длины, чтобы получить нужную ширину. По заказу пользователя возможна поставка гибочных уплотнительных компонентов для придания формы.
Нижняя матрица устанавливается на рабочем столе с помощью регулировочного болта. Используйте рукоятки (22) (23) для перемещения опорного блока вместе с нижней матрицей в направлении центра верхней матрицы.
Распорки (21) для подъема нижней матрицы могут висеть на болте нижней матрицы или лежать в ящике для инструментов.
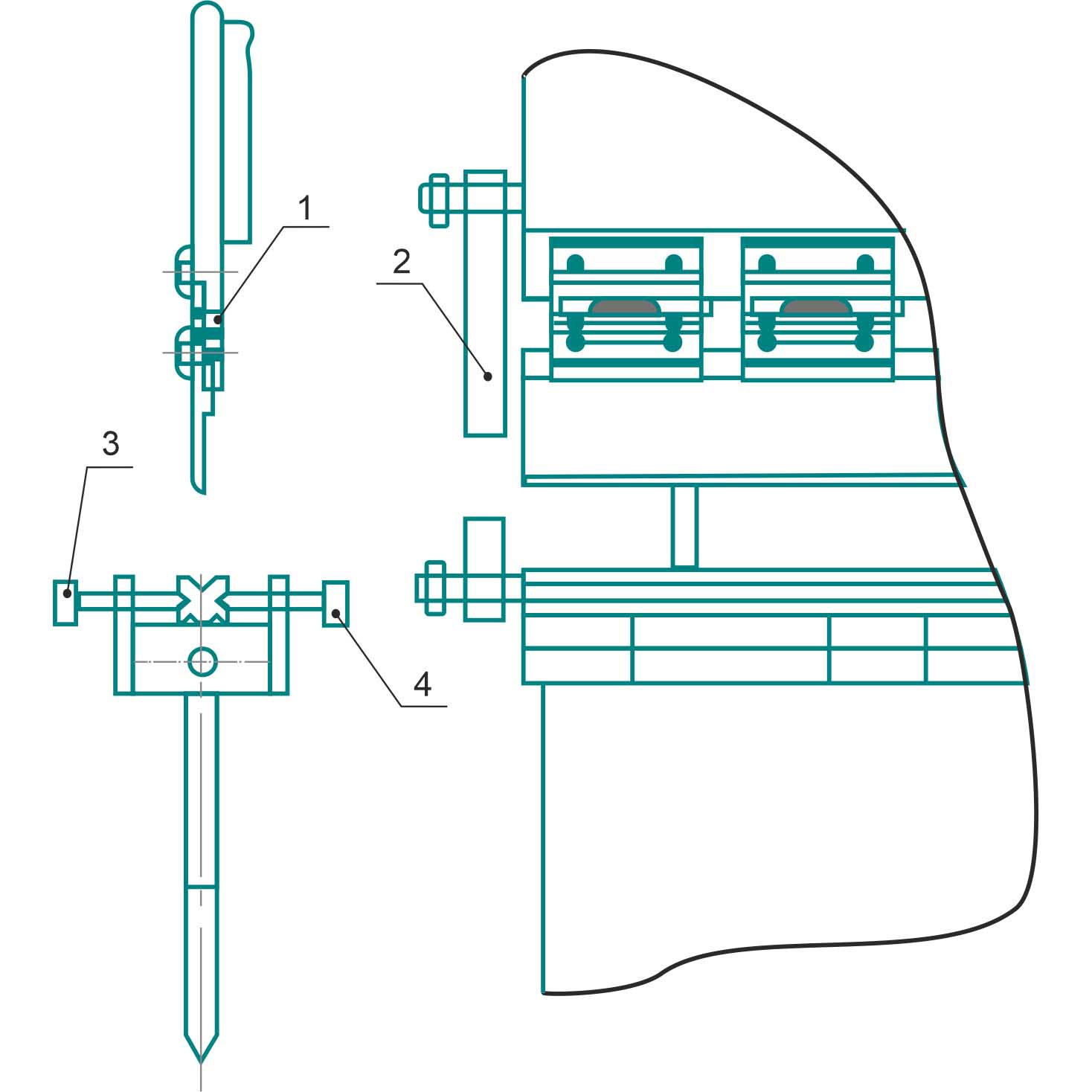
1 – регулировка подвижной стойки
2 – планка смены матрицы
3 – передний фиксатор матрицы
4 – задний фиксатор матрицы
ГИДРОСИСТЕМА ПРЕССА ИБ1433.32
Аксиально-поршневой насос обеспечивает действие системы.
Трехходовой электромагнитный направляющий клапан обеспечивает подачу масла благодаря постоянной мощности и давлению подачи масла в систему.
Трехходовой электромагнитный направленный клапан изменяет направление основного потока масла, электромагнитный дроссель изменяет рабочую скорость, электромагнитный направляющий клапан специально переключает гидравлический одноходовой клапан.
Масло должно быть чистым. При снижении качества масла или точности работы необходимо заменить масляный фильтр и очистить маслопровод. Рабочая температура должна находиться в диапазоне от 10 до 70 °С. Все эти факторы влияют на нормальную работу станка.
Ознакомьтесь с положением всех гидравлических частей в руководстве по эксплуатации пресса.
Все компоненты системы отрегулированы перед отправкой с завода, и дополнительная регулировка не требуется. В дальнейшем, возможно, потребуется регулировка дистанционного клапана.
Внимание! Манометр показывает давление только во время работы, он не показывает давление в обратной линии.
СИСТЕМА СМАЗКИ ГИДРАВЛИЧЕСКОГО ПРЕССА ИБ1433.32
Перечень точек смазки гидравлического пресса ИБ1433.32
Рекомендуемые сроки смазки:
1. Направляющий рельс (левый, правый) - 8 ч
2. Соединительная тяга (левая, правая) - 8 ч
3. Соединительная тяга (левая, правая) - 8 ч
4. Основание с направляющей (левая, правая) - 8 ч
5. Втулка (левая, правая) - 8 ч
ПОРЯДОК УСТАНОВКИ ГИДРАВЛИЧЕСКОГО ПРЕССА ИБ1433.32
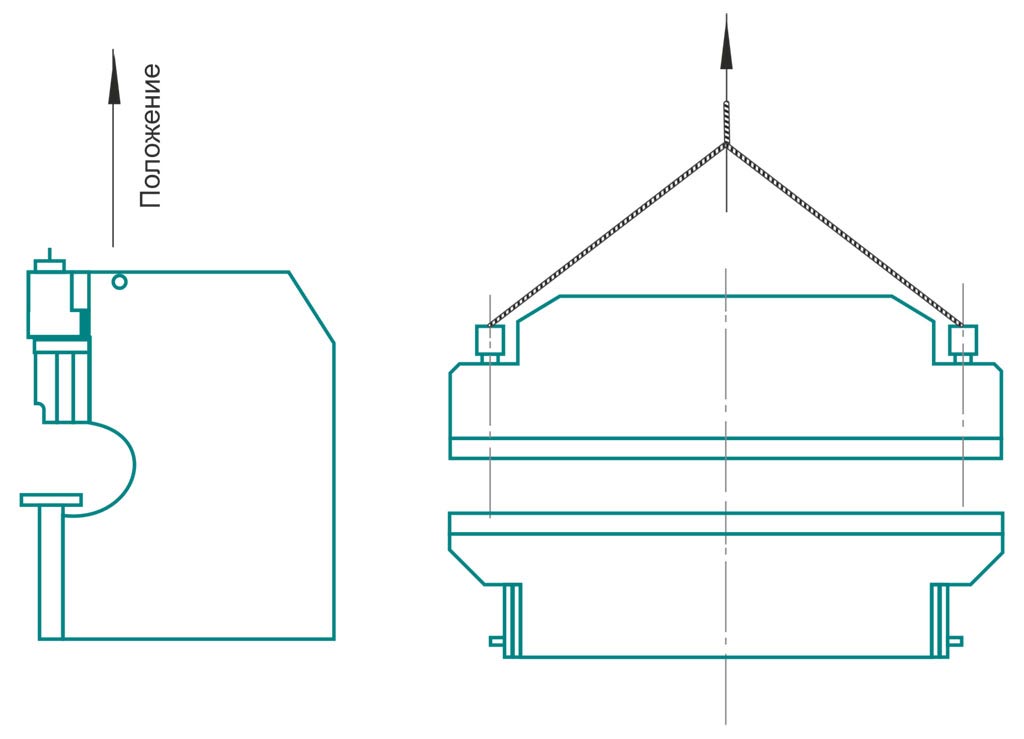
Транспортировка гидравлического пресса ИБ1433.32
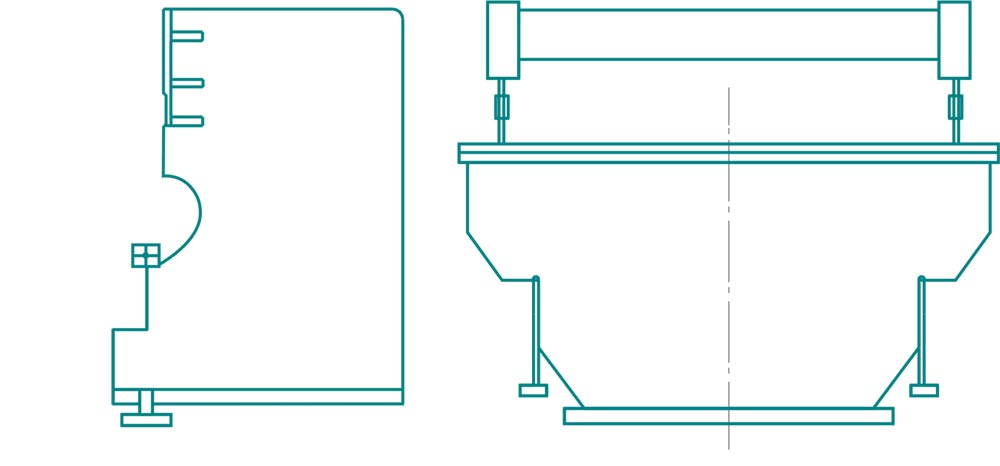
Центр тяжести станка расположен очень высоко, а вес передней и задней частей отличается.
Поэтому во время перемещения с помощью крана, транспортировки и установки, необходимо следить за положением центра тяжести, чтобы предотвратить опрокидывание.
Для перемещения с помощью крана рекомендуется использовать поперечную балку, чтобы не нарушить точность станка.
Схема зачаливания пресса гидравлического пресса ИБ1433.32
Установка пресса ИБ1433.32 на фундамент
Рабочий стол станка (правя и левая колонны) принимается за ориентир для определения уровня. Вертикальное и горизонтальное направления составляют 1000:0,3 мм. Пресс установливается на фундамент согласно схеме, крепится фундаментным болтом, после чего выполняется заливка цементным раствором. После полного отверждения цемента необходимо выполнить корректировку уровня.
НАЛАДКА И РЕГУЛИРОВКА ПРЕССА ИБ1433.32
Перед регулировкой добавьте консистентную смазку в точки смазки, а также добавьте гидравлическую жидкость V30. (Первый раз замените ее через 1 месяц работы, а далее – в зависимости от рабочей ситуации. Минимальная температура масла должна быть не ниже 10°С).
Во время первой регулировки проверьте движение станка сначала в режимах толчкового перемещения, единичного цикла и непрерывного цикла, а затем проверьте ход, задний упор и электромагнитный перепускной клапан.
Если все перемещения станка в норме, перейдите к следующему:
- Узнайте нагрузку при гибке и размер нижней матрицы.
- Проверьте центрирование верхней и нижней матриц.
- Проверьте ход.
- Проверьте положение переднего и заднего упоров.
- Проверьте положение верхнего и нижнего упоров.
- Проверьте перемещение в режимах толчкового перемещения, единичного цикла и непрерывного цикла.
- Установите заготовку в центре рабочего стола.
- Повторно отрегулируйте ход подвижной стойки. Проверьте состояние хрупких деталей.
- Проверьте компоненты уплотнения и замените их в случае обнаружения утечки. После капитального ремонта Пресс должен соответствовать заводскому стандарту.
ВНИМАНИЕ!
- Односторонняя нагрузка не допускается. Рекомендуется одновременное использование двух сторон, чтобы не допускать односторонней нагрузки.
- Запрещается выполнять гибку с полной нагрузкой, если длина листа менее 800 мм (нагрузка при гибке будет менее 100 кН).
- Обратите внимание на вращение маслоуказателя во время проверки пресса.
Регулировка станка
- Из-за разницы в толщине стола и размера нижней матрицы необходимо отрегулировать величину хода в соответствии с потребностями. Нажмите кнопку перемещения стола вверх/вниз, приводя в действие небольшой электродвигатель, для контроля радиуса поворота поршня и, соответственно, хода. Значения можно посмотреть на индикаторе, установленном на подвижной стойке. Внимание: чтобы измененные параметры вступили в силу, подвижная стойка должна нажать на переключатель хода.
- Регулировка верхнего предела подвижной стойкиПри подъеме подвижная стойка, столкнувшись с блоком I и дойдя до концевого выключателя, останавливается в требуемом положении, что позволяет уменьшить расстояние холостого хода и повысить эффективность производства. Это также применимо при выполнении последовательности в режиме непрерывного цикла.
- Регулировка холостого хода подвижной стойкиКогда подвижная стойка сталкивается с блоком II и касается концевого выключателя, движение стойки замедляется
- Регулировка зазора между верхней и нижней матрицамиДанная процедура выполняется для регулировки зазора, который наблюдается при закрытии верхней прижимной балки и нижней V-образной матрицы. После регулировки зазора необходимо также проверить высоту подъема подвижной стойки.
- Регулировка угла гибки заготовкиПри работе неизбежно появляется отклонение подвижной стойки и рабочего стола, вплоть до того, что угол по середине соединения может превышать длину сторон заготовки. В таком случае необходимо опустить подвижную стойку так, чтобы верхняя матрица касалась нижней матрицы, и слегка ослабить болт толкателя верхней подвижной стойки (верхняя матрица не спадет). Затем слегка ударьте пластину с гальванопокрытием, чтобы поднять центр, прочно закрепите прижимную пластину и выровняйте угол.
- Регулировка давления станкаСм. справочную таблицу или рассчитайте давление для гибочного листа, затем отрегулируйте маховик регулировочного клапана давления так, чтобы давление превышало массу гибочного листа. Это может снизить нагрузку на Пресс.
- Регулировка параллельности между нижней стороной подвижной стойки и основанием рабочего стола см. руководство по эксплуатации. По истечении определенного периода времени использования, в случае отклонения углов с обеих сторон, сдвиньте соединительный элемент (7) или поверните червячную шестерню (9) или (10), чтобы расстояние между винтом и гайкой оставалось параллельным нижней стороне подвижной стойки и основанию рабочего стола. (При отгрузке с завода Пресс настраивается, однако при необходимости настройки можно изменить).
ЭЛЕКТРООБОРУДОВАНИЕ ГИДРАВЛИЧЕСКОГО ПРЕССА ИБ1433.32
Схема расположения электрооборудования пресса:
1 – электродвигатель автоматического упора
2 – электрическая коробка
3 – электродвигатель масляного насоса
4 – гидравлический клапан
5 – кнопка заднего упора, индикатор микропроворота
6 – электродвигатель заднего упора
7 – ножной переключатель
Перечень электрооборудования:
|
Маркировка |
Название |
|
QF1 QF2 |
Выключатель |
|
FU10 FU11 |
Выключатель |
|
FU12 FU13 FU28 |
Выключатель |
|
VC |
Мостовой кремниевый выпрямитель |
|
TC12 |
Трансформатор |
|
KM31 |
Контактор |
|
KM32, KM33, KM34 KM35 |
Контактор |
|
KA38, KA43, KA45 KA47 |
Контактор |
|
KT44, KT48 |
Реле с выдержкой по времени |
|
SA3 |
Селекторный переключатель |
|
SQ3612 |
Переключатель хода |
|
SQ34, SQ35 |
Переключатель хода |
|
SB1 |
Кнопка |
|
SB4 |
Кнопка |
|
SB5, SB6 SB7, SB8 |
Кнопка |
|
SB2, SB3 |
Кнопка |
Установка:
Подсоедините трехфазный источник питания 380 В переменного тока, 50 Гц и заземлитель к электросистеме станка.
Регулировка и режим работы:
- Подсоедините трехфазный источник питания к клемме провода в электрической коробке, установите переключатель SA3 на панели управления в положение «0». Отключив питание станка, замкните переключатель источника питания электрической коробки, а затем закройте коробку.
- На панели управления включите на некоторое время электродвигатель насоса, чтобы проверить его работу. Измените положение фазного провода питания. Но при этом не меняйте внутреннее соединение.
- Через несколько минут работы электродвигателя насоса установите реле давления с выдержкой по времени КТ48 в минимальное положение. Поверните переключатель SA3 в положение толчкового перемещения, затем нажмите на педаль «вниз». Подвижная стойка начнет быстрое перемещение. Когда она немного опустится вниз, реле с выдержкой по времени остановит перемещение; после этого необходимо отпустить педаль и нажать снова, чтобы подвижная стойка продолжила опускаться. Реле KT48 регулирует длительность удерживания давления. Нажмите на педаль «вверх», и подвижная стойка остановится точно посередине.
- После выполнения описанных действий поверните переключатель SA3 в положение единичного цикла, затем нажмите педаль «вниз» – подвижная стока опустится и будет удерживать давление. По истечении времени удерживания давления происходит автоматический сброс гидравлического давления. Реле КТ48 регулирует длительность удерживания давления. Отпустите педаль, и подвижная стойка вернется в положение выше конечной точки. Поверните переключатель SA3 в положение непрерывного цикла. Нажмите педаль «вниз», чтобы переместить подвижную стойку вниз. Нажмите педаль «вверх», чтобы подвижная стойка остановилась выше конечной точки.
Указания по эксплуатации электрооборудования
ВНИМАНИЕ! Все регулировки, ремонтные работы на прессе должны производиться специально подготовленным обслуживающим персоналом. Пресс должен быть отключен от сети.
Во время эксплуатации электрооборудования пресса необходимо регулярно производить техническое обслуживание, планово-предупредительный ремонт.
При ежедневном техническом обслуживании необходимо проверять крепление конечных выключателей. Своевременно производить подтяжку контргаек крепления конечных выключателей. Проверять режим работы электродвигателя, его нагрев, степень загрязнения, следить за состоянием аппаратуры и контактных соединений.
Особое внимание необходимо обращать на целостность заземления и электропроводки.
При ежемесячном техническом обслуживании необходимо:
проверять сопротивление заземляющей цепи, оно не должно превышать 0,1 Ом, состояние изоляции.
производить чистку электродвигателя от внешнего и внутреннего загрязнений.
проверять состояние контактных соединений. Загрязненные или окислившиеся контакты необходимо промыть техническим спиртом.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ПРЕССА ИБ1433.32
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники:- прошедшие обучение эксплуатации оборудования.- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:ТО – 1 – ежедневное;ТО – 2 – ежемесячное;ТО – 3 – ежегодное;
Работы, предусмотренные ТО – 1 – ТО – 3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы оборудования, выполнять в соответствие с ГОСТ 18322-76
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ!
ТО – 1 (проводится ежедневно):
Перед началом работы проверить и убедиться в исправности всех узлов машины и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести внеплановую смазку узла)
- Произвести смазку всех точек машины согласно схеме смазки в соответствии с указанной периодичностью.
- Проверить работу сигнальных ламп.
- Проверить надежность и сохранность заземления машины.
- Провести проверку затяжки болтовых и гаечных соединений.
- Проверить герметичность гидравлической системы.
- Визуальный осмотр всех узлов станка.
- Обслуживание гидроагрегата выполнять по требованиям Руководства по эксплуатации на гидравлический агрегат.
В случае выявления неисправностей (не затянутые элементы, повреждение механизмов, повреждение внешнего вида, пр.) эксплуатация оборудования запрещена, до выявления причины и полного устранения неисправности.По окончанию работ, необходимо тщательно убрать все рабочие узлы станка, близлежащею территорию (в радиусе 1 метр).
ТО – 2 (проводится один раз в месяц):
- Проверить и при необходимости подтянуть крепления всех узлов машины, защитных кожухов, а также гайки фундаментных болтов.
- Проверить характеристики машины (на точность по ГОСТ 15961—80).
- Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Отключить питание станка, протянуть все детали электрошкафа.
- Обслуживание гидроагрегата выполнять по требованиям Руководства по эксплуатации на гидравлический агрегат.
ТО – 3 (проводится один раз в год):
- Проверить характеристики машины (на точность по ГОСТ 15961—80), при необходимости регулировать.
- Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
- Обслуживание гидросистемы выполнять по требованиям Руководства по эксплуатации.
В процессе эксплуатации машины, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации.
Отсутствие смазочного материала в узлах оборудования, указанных в карте смазки является основанием для прекращения гарантийных обязательств.
При загрузке машины более чем в одну смену, сократить периоды смазки кратно количеству рабочих смен) (две смены- в два раза; три смены- в три раза), кроме узлов, которые смазываются ежесменно.
Работы, предусмотренные ТО – 1 и ТО – 3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».При проведении различных ТО необходимо строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
Стандартная комплектация ИБ1433.32
- Пресс в сборе - 1 шт
- Руководство по эксплуатации. Паспорт - 1 шт
На прессе установлено:
- Система ЧПУ Estun 22
- Пульт управления на поворотном кронштейне
- Педаль управления выносная с кнопкой аварийного останова
- Приводы по осям
- Клапаны
- Электроавтоматика
- Масляный насос
- Оснащение заднего упора (пальцы)
- Уплотнения г/ц
Видеообзор
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?


Ширина стола 3200мм;
Система ЧПУ Estun 22

