
Трубогибочная машина ИВ3428П с дорном




Назначение трубогибочной машины ИВ3428П с дорном
Трубогибочная машина модели ИВ3428П предназначен для гибки труб по ГОСТ 3262-75 и ГОСТ 10704-91 в холодном состоянии с оправкой (дорном*) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм.
В настоящее время для трубогибочного станка модели ИВ3428П используется схема управления двигателем через частотный привод, который позволяет управлять процессом гибки «плавно», на разных скоростях гиба, с большой точностью отработки заданных параметров. Точность выполнения угла гиба 0,3-0,5 градуса (при повторных гибах). Пульт управления на базе контроллера с ЖКИ-индикатором имеет более расширенное «меню» пользователя: «Ручной» и «Автоматический» режимы работы, режим работы по «Программе» - по заданной программе последовательных гибов (до 8 программ с 8 углами гиба в каждой).
Дорн применяется для уменьшения образования овальности и гофров. ПО ГОСТ 17380-2001 овальность не более 6% Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
При гибке труб необходимо учитывать их пружинистость (является следствием состава трубы и определяется опытным путём).
Базовое климатическое исполнение УХЛ категория размещения 4 по ГОСТ 15150.
Преимущества трубогиба электромеханический модели ИВ3428П
- Применение частотного привода для двигателя повышает точность измерения и отработки параметров гиба (угол, скорость), увеличивается ресурс работы механизмов станка, т.к. отсутствуют «ударные» нагрузки.
- Расширенные возможности интерфейса управления, запоминание отработанных программ, позволяют изготавливать изделия с разными технологиями процесса изгибания, что особенно важно для изделий из тонкостенных труб и разных материалов.
- Наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
- При гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
- Зажим трубы, поджим желоба, выдергивание оправки из зоны защемления в трубе выполняются автоматически.
В стандартной заводской комплектации поставляется с одним комплектом роликов на минимальный радиус и диаметр. По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллипсных и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей.
По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм.
На данный момент выпускаются опытные образцы трубогибочных станков моделей ИВ3428П, где установливается система управления на базе сенсорной панели оператора в комплексе с частотным приводом так и без него. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
- увеличивается количество программ (до 100 программ по 16 гибов в каждой), с возможностью привязки их к номеру чертежа изделия.
- увеличиваются возможности по настройке системы управления к станкам разных типов, по управлению дополнительными механизмами (дорн, зажим, смазка) и датчиками (индуктивные датчики, датчики оборотов – энкодеры), а также в применении частотных приводов от разных производителей
- есть возможность настройки на тип станка, параметры редукторов, дополнительные функции управления.
Технические характеристики ИВ3428П
| Максимальная толщина стенки изгибаемой трубы, мм | 4 |
| Диаметр изгибаемой трубы с пределом текучести σт=250 МПа (25 кгс/мм2): | |
| - Наибольший диаметр изгибаемой трубы, мм | 63 |
| - Наименьший диаметр изгибаемой трубы, мм | 25 |
| Наибольший внутренний радиус гибочного инструмента , мм | 320 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D/2,0D |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | 1,5-5 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | : |
| - стандартное исполнение | 3000 |
| - по индивидуальному заказу | до 6000 |
| Напряжение силовой цепи, В | 380 |
| Мощность электродвигателя, кВт | 7,6 |
| Номинальная частота вращения электродвигателя, об/мин | 1500 |
| Высота оси гиба над уровнем пола, мм | 980 |
| Габаритные размеры машины, мм | |
| - слева-направо | 3485 |
| - спереди-назад | 1370 |
| - высота | 1355 |
| Масса, кг | 1250 |
| Технические изменения, существенно не влияющие на характеристики машины, завод-изготовитель оставляет за собой | !!! |
УСТРОЙСТВО И РАБОТА ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3428П И ЕЁ СОСТАВНЫХ ЧАСТЕЙ
Общий вид с обозначением составных частей машины ИВ3428П представлен на рисунке.

1 - Рама, 2 - Редуктор, 3 - Механизм гибки и зажима, 4 - Механизм поджима, 5 - Механизм выдергивания дорна, 8 - Штанга разметочная, 9 - Комплект инструмента, 10 - Ограждение, 11 - Электрооборудование, 12 - Электрошкаф, 13 - Электропанель, 14 - Пульт управления.
Редуктор трубогибочной машины ИВ3428П

Червячно-цилиндрический редуктор предназначен для передачи крутящего момента гибочному ролику и осуществления привода исполнительных механизмов машины. В корпусе редуктора, служащем станиной машины, смонтированы червячная передача 2,3, зубчатые колеса 4,5,6 и колодочный тормоз 7 с электрогидравлическим толкателем. Вал электродвигателя соединен с червяком через фрикционную предохранительную муфту 1.
Механизм гибки и зажима трубогибочной машины ИВ3428П

Механизм является основным исполнительным органом машины, выполняющим операции зажима и гибки трубы.
В направляющих корпуса 1, посаженного на вал 6, установлен ползун 2 с кронштейном 9 и зажимной губкой 3,
Зубчатое колесо 4, свободно сидящее на валу 6, находится в постоянном зацеплении с шестерней 6 редуктора. При включении машины на рабочий ход зубчатое колесо, поворачиваясь на валу в пределах угла 700, через шатун 5 перемещает ползун к гибочному ролику 8; происходит зажим трубы.
Далее происходит зацепление ступицы колеса с упором 7 и начинается поворот корпуса 1 и вала 6, т.е. начинается гибка трубы. Тормоз 11 предотвращает поворот корпуса 1 за счет сил трения до окончания зажима
(разжима) трубы при рабочем и обратном ходах. В зависимости от радиуса гибки кронштейн 9 с зажимной губкой переставляется по поперечным пазам на ползуне.
Механизм поджима трубогибочной машины ИВ3428П

Механизм поджима обеспечивает подвод противоупора трубы при гибке и его отвод по окончании гибки.
В направляющих корпуса 1, прикрепленного к станине, установлен ползун 2 с кронштейном 3 и поджимным желобом 6.
Перемещение ползуна осуществляется шатуном 4 от эксцентрика 5, установленного на промежуточном валу и связанного с ним через фрикционную муфту. При включении машины на рабочий ход эксцентрик поворачивается на 1/2 оборота, подводя ползун с поджимным желобом к трубе, затем упирается своим выступом в упор 9, и до окончания гибки происходит пробуксовка муфты.
Механизм выдергивания дорна трубогибочной машины ИВ3428П

Механизм служит для выдергивания дорна из зоны защемления в трубе после окончания гибки и возвращения его в исходное положение.
Штанга разметочная трубогибочной машины ИВ3428П

Позволяет производить гибку труб без предварительной разметки по длине. На штанге 1, смонтированной в трех опорах, установлены упоры 2, фиксирующиеся в требуемом положении болтами 5.Каждый из упоров состоит из втулки 3 и флажка 4, имеющего возможность поворачиваться относительно втулки на 100...150. При загрузке трубы или гибке по разметке упоры поднимаются в верхнее положение с помощью ручки 8.
Принцип действия машины трубогибочной машины ИВ3428П
Гибка труб на машине производится методом наматывания изгибаемой трубы на гибочный ролик. Для предотвращения образования овальности трубы внутри ее в зоне гибки помещается оправка (дорн).
Можно производить гибку без оправки, если не предъявляются высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки трубы к ее диаметру составляет более 0,1.
Схема кинематическая трубогибочной машины ИВ3428П
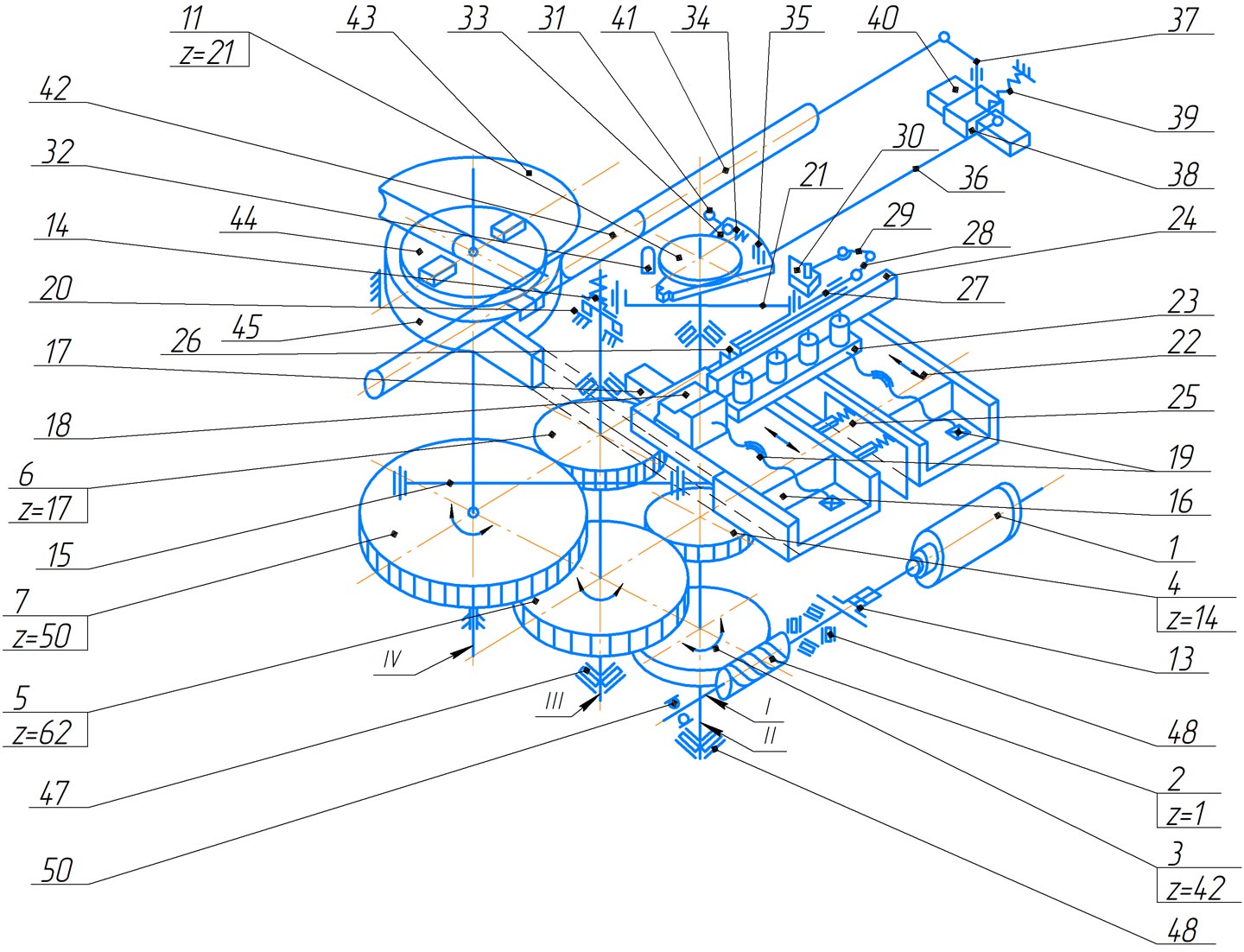
Перечень к кинематической схеме
| Поз. | Наименование |
| 1.* | Электродвигатель |
| 2. | Червяк |
| 3. | Червячное колесо |
| 4. | Шестерня |
| 5. | Колесо |
| 6. | Шестерня |
| 7. | Шестерня |
| 11. | Колесо храповое |
| 13. | Муфта |
| 14. | Муфта |
| 15. | Кривошипно-шатунный механизм |
| 16. | Ползун |
| 17. | Шпонка |
| 18. | Зажимной сухарь |
| 19. | Винтовая пара |
| 20. | Упоры |
| 21. | Кривошипно-шатунный механизм |
| 22. | Ползун |
| 23. | Роликовая опора |
| 24. | Желоб |
| 25. | Предохранитель |
| 26. | Пружина |
| 27. | Ползушка |
| 28. | Рычаг |
| 29. | Рычаг |
| 30. | Ползушка |
| 31. | Хвостовик |
| 32. | Упор |
| 33. | Щека |
| 34. | Пружина |
| 35. | Ось |
| 36. | Тяга |
| 37. | Рычаг |
| 38. | Ползушка-опора |
| 39. | Пружина возврата |
| 40. | Направляющая |
| 41. | Штанга дорна |
| 42. | Дорн |
| 43. | Инструмент гибочный |
| 44. | Шайба |
| 45. | Корпус |
| 47. | Подшипник №7522 |
| 48. | Подшипник №7612 |
| 50. | Подшипник №307 |
Принцип работы трубогибочной машины ИВ3430П
Вращение гибочного сектора 43 осуществляется через электродвигатель 1 через муфту 13 на вал, вращающийся в подшипниках 48 и 50. Червяк 2 и червячное колесо 3 передает вращение на вал II, установленный на подшипниках 48, шестерню 4 и храповое колесо 11. Зубчатой передачей шестерен 4 и 5 вращение передается на вал III, вращающийся в подшипниках 47 и шестерню 6. Шестерня 6 передает движение шестерне 7 свободно сидящей на валу IV и кривошипно-шатунному механизму 15, который перемещает ползун 16 и зажимную губку 18, осуществляется зажим трубы. Шпонка 17 входит в паз, образованный планшайбой 44 и корпусом 45 и, замыкая их, образует жесткую систему, которая, вращаясь как одно целое, изгибает трубу.
Муфта 14, установленная на валу III редуктора, через кривошипно-шатунный механизм 21 перемещает ползун 22 в крайнее переднее положение. На ползуне установлена каретка желоба 23. На каретке по роликовой опоре перемещается желоб 24, который регулирует поджим трубы.
Возвращение механизмов в исходное положение осуществляется обратным вращением вала электродвигателя, выдергивание дорна 42 осуществляется рычажной системой 33, 36, 37, 41 в начале обратного хода механизма зажима до момента разъединения храповика 31 с храповым колесом 11. Разъединение осуществляет упор 32 при взаимодействии с ним храповика 31.
После разъединения храповой передачи свободно сидящей на валу II пластина 33 удерживается в крайнем положении фиксатором 30
При этом вся система находится под действием пружины 39, стремящейся вернуть дорн вперед.
В конце возврата механизма зажима в исходное положение корпус 45 воздействует на толкатель 27, который через рычаги 28 и 29 утапливает фиксатор 30, освобождающий пластину 33.
Под действием пружины 39 через систему рычагов 33, 36, 37, 41 дорн возвращается в исходное положение – вперед.
Возврат в исходное положение толкателя 27 осуществляет пружина 26.
СИСТЕМА СМАЗКИ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3428П
Смазка редуктора машины картерная разбрызгиванием, остальных механизмов ручная индивидуальная. Обозначение точек смазки указано на рисунке. Смазку производить согласно карте смазки.
Карта смазки трубогибочной машины ИВ3428П

|
№ п/п |
Механизм подлежа-щий смазке |
Место смазки |
Кол-во точек |
Смазыв. материал |
Способ смазки |
Периодичность смазки |
|
1
8, 9 |
Редуктор |
Червячная передача, шестерни, нижние подшипники
Верхние подшипники
|
1
2
|
Масло И-30А ГОСТ 20799-88
ЦИАТИМ-203 ГОСТ 8773-73 |
Заливка через заливное отверстие. Контроль уровня масла по маслоуказателю Заполнение на 1/3 полости подшипников смазкой |
Масло менять 1 раз в 6 месяцев Доливать по мере необходимости 1 раз в 6 месяцев |
|
10
11
12
2
3 |
Механизм зажима |
Нижняя опора вала Верхняя опора вала Верхняя опора шестерни Втулка шатуна Направляющие ползуна |
1
1
1 1
2 |
Масло И-30А ГОСТ 20799-88 |
Нагнетание смазки шприцем
Заливать через отверстие
Смазывание поверхностей |
1 раз в 2 смены
|
|
4
5
6
13 |
Механизм поджима |
Направляющие ползуна Малая втулка шатуна Направляющие желоба Втулки шатуна |
2
1
2
1 |
ЦИАТИМ-203 ГОСТ 8773-73 |
Заливка через отверстие Заливка в зазор
Нагнетание смазки шприцем |
1 раз в 2 смены
|
|
14 15 7 |
Механизм выдергива-ния дорна |
Втулка кулака Ролик рычага Ролики каната |
1 1 3 |
Масло И-30А |
Нагнетание смазки шприцем Заливка в зазор |
1 раз в месяц |
ПОРЯДОК УСТАНОВКИ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3428П
Машина поставляется в собранном виде.
После распаковки осмотрите машину и проверьте комплектность согласно упаковочной ведомости.
Зачаливание машины для подъема производите согласно схеме. Для уравновешивания масс перед зачаливанием необходимо повернуть механизм гибки 3 на 180° от исходного положения, для чего: антикоррозийное покрытие снимите неметаллическим скребком затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит или другие). Очищенные места покройте тонким слоем жидкого индустриального масла.
Машина устанавливается на фундамент
При установке машины на фундамент производите сборку её в следующем порядке:
- приверните раму к корпусу редуктора;
- Установите тяги и пружину механизма выдергивания дорна;
- установите канат и груз возрата поджимной колодки;
- поставьте на место ограждение;
Машину следует выверить на фундаменте по уровню. Уровень устанавливается на верхней плоскости корпуса редуктора; отклонение от горизонтальности до 3-х мм на длине 1000 мм в продольном и поперечном направлениях.
Заземление машины производится через специальные болты (винты) на станине и корпусе электрошкафа в соответствии с действующими правилами.
- Подводку сети к электрошкафу выполнить проводом сечением не менее 2,5 мм2
- Залить масло в редуктор в количестве 5 дм3(см. карту смазки) ,
- Опробовать работу машины на холостом ходу.
ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3428П
При сборке редуктора зубчатые пары необходимо соединить так, чтобы отмеченные риской зубья шестерен входили во впадины колес, также отмеченные риской. При несоблюдении этого условия механизм выдергивания дорна будет срабатывать не вовремя.
Схема зачаливания для подъема

ПОРЯДОК РАБОТЫ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3428П
Настройка машины
Настройку машины на требуемые диаметры труб и радиусы гибки производить в следующем порядке:
- установить соответствующие гибочный ролик, зажимную губку, дорн, поджимную колодку (желоб) или ролики;
- закрепить опору тяги дорна на поперечной балке так, чтобы расстояние между осями машины и тяги дорна равнялось радиусу гибки
- отрегулировать при помощи гаек на тягах положение дорна так, чтобы начало скругления головки дорна совпало с условной линией, проходящей через центр гибочного ролика перпендикулярно к продольной оси машины;
- зажимную губку 3 с кронштейном 9 отодвинуть по ползуну 2 на расстояние не менее 80 мм от гибочного ролика;
- включив рабочий ход, повернуть механизм гибки на 90°...120° от исходного положения;
- одеть на дорн отрезок трубы соответствующего диаметра длиной 800…1000 мм, при этом конец трубы должен выходить за ось гибочного ролика на 100...200 мм;
- подвести и закрепить на ползуне 2 кронштейн 3 механизма поджима с поджимным желобом 6 так, чтобы труба одновременно касалась ручьев гибочного ролика и поджимного желоба; грубая регулировка положения поджимного желоба на ползуне осуществляется перестановкой прихвата в поперечных пазах ползуна, а точная винтом;
- снять трубу с дорна и перемещением зажимной губки с кронштейном механизма зажима зажать отрезок трубы между гибочным роликом и губкой, усилие зажима должно обеспечить прилегание трубы к ручью ролика без её деформации;
ВНИМАНИЕ! Пережим трубы ведет к поломке оси шатуна 10 в механизме зажима т.к. в этом случае усилие гибки будет передаваться с колеса 4 на корпус I не через упор 7, а через шатун 5 и оси.
- включив обратный ход, разжать и снять трубу, вернуть механизмы в исходное положение;
- произвести пробную гибку трубы и по её результатам при необходимости сделать подналадку,
- При разработке чертежей инструмента для гибки труб нужного размера в качестве образца используйте следующие рекомендации:
- Диаметр дорна должен быть на 1…2,5 мм меньше внутреннего диаметра трубы;
- длина дорна должна быть равной 2,5…4,5 диаметра дорна;
- радиус ручья гибочного ролика и прижимной губки должен быть больше радиуса трубы на 0,15...0,6 мм;
- при гибке тонкостенных труб лучшее качество гиба может быть получено применением вместо призматический колодки поджимного желоба с цилиндрическим ручьем, соответствующим диаметру трубы;
- при гибке толстостенных труб на большой радиус вместо поджимной колодки или желоба можно применять опорные ролики с ручьем как и на гибочном ролике, устанавливаемые на осях кронштейна 3
Принятые обозначения:
Д - наружный диаметр трубы в мм;
S - толщина стенки трубы в мм;
R- радиус изгиба слоя, проходящего через центр тяжести поперечного сечения;
r = R/Д - относительный радиус изгиба.
МЕРЫ БЕЗОПАСНОСТИ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3428П
К работе на машине допускается обслуживающий персонал, ознакомленный с настоящим руководством по эксплуатации и инструкцией по технике безопасности обслуживания машины предприятия-потребителя. При гибке труб не находитесь в зоне прохождения загибаемого конца трубы, а при возврате гибочного механизма в исходное положение – в зоне между механизмами гибки и поджима. Во избежание заклинивания оправки в трубе во время гибки не допускайте чрезмерного выдвижения конца оправки (дорна) за линию начала гибки
При работе на машине соблюдайте общие правила техники безопасности.
ЭЛЕКТРООБОРУДОВАНИЕ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3428П
|
Параметр |
Значение |
|
Род тока |
переменный |
|
Рабочее напряжение, V |
380 |
|
Частота, Hz |
50 |
|
Напряжение цепи управления, V |
220,18 |
|
Электродвигатель привода, Тип |
АИР132М6 |
|
Мощность, kW |
7,5 |
|
Частота вращения, min-1 |
1000 |
Указания по монтажу и эксплуатации
Электрооборудование машины должно быть надежно заземлено в соответствии с действующими "Правилами устройства электроустановок" путем присоединения станины и электрошкафа к цеховому контуру заземления. Обслуживание электрооборудования должно производиться в соответствии с действующими "Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей".
Защита
Защита электрооборудования машины от токов короткого замыкания осуществляется автоматическим выключателем QF1.
Указание по технике безопасности и по обслуживанию электрооборудования.
Перед включением электросхемы в работу необходимо произвести внешний осмотр всего электрооборудования и заземления.
ПРИ ОСМОТРЕ И РЕМОНТЕ ЭЛЕКТРОАППАРАТУРЫ ВВОДНОЙ АВТОМАТ ДОЛЖЕН БЫТЬ ОТКЛЮЧЕН!
Обслуживание электрооборудования машины осуществляется в соответствии с «Правилами…» и заводскими графиками ежегодного производится
- испытание изоляции электрооборудования и коммуникационной проводки
- испытание защитного заземления машины.
- осмотры, текущие и капитальные ремонты электрооборудования и защитного заземления.
Эксплуатационное обслуживание электрооборудования машины производится квалифицированным электротехническим персоналом предприятия.
Электрическая схема соединения электрооборудования машины представлена на рис.12
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ ТРУБОГИБОЧНОГО СТАНКА ИВ3428П
(версия на 8 программ, с программируемым откатом и программируемой длительностью импульса противовключения для 4-х значного индикатора)
1. При включении станка на индикаторе появляется приглашение к работе в виде сменяющих друг друга через секунду сообщений «3428» и «П4С». «3428» указывает на тип станка ИВ3428 или «ИВ3429», «П4С» указывают на номер версии программного обеспечения. Станок готов к работе.
Станок имеет три режима работы: ручной, автоматический и режим программирования.
Ручной режим может использоваться при гибке по шаблону, в наладочном режиме, для вывода
станка в «ИСХОДНОЕ» (в положение близкое к «ИСХОДНОМУ»).
Автоматический режим удобен при большом количестве одинаковых отработанных гибов (при отлаженных уставках). Автоматический режим использует датчик «ИСХОДНОГО» и датчик угла гибки. В ручном режиме эти датчики не используются.
2. РУЧНОЙ РЕЖИМ РАБОТЫ
2.1. Ручной режим работы устанавливается после включения станка путем нажатия на кнопку «+» длительно (более 1с). На индикаторе появляется сообщение «РР» - ручной режим.
2.2. При нажатии на кнопку «вперед» поворотный диск вращается вперед, при отпускании кнопки «вперед» поворотный диск останавливается (практически без выбега).
2.3. При нажатии на кнопку «назад» поворотный диск вращается назад, при отпускании кнопки «назад» поворотный диск останавливается.
2.4. Для вывода в исходное необходимо кнопками «вперед» и «назад» установить такое положение поворотного диска, чтобы при движении «вперед» диск проходил через «ИСХОДНОЕ».
2.5. Процедуру 2.4. необходимо делать в том случае, если поворотный диск не находится в «ИСХОДНОМ» при включении станка.
2.6. Для перехода в автоматический режим работы необходимо выключить и снова включить станок по методике п.3., или нажать кнопку (-) – станок выйдет в режим приглашения.
3. АВТОМАТИЧЕСКИЙ РЕЖИМ РАБОТЫ
Для вывода станка в автоматический режим нужно после включения станка коротко (не более 1с) нажать кнопку «+». На индикаторе появится сообщение «П1Г1», программа №1, число гибов-1 (редактируемый параметр мигает)
Автоматический режим имеет два подрежима:
а) режим одного гиба на программе №1 (или на программе, заданной оператором)
б) режим n-гибов на одной из 8-ми программ
Вариант первый самый простой, чтобы выйти на него достаточно после появления на индикаторе сообщения «П1Г1» (программа №1, число гибов 1) нажать на кнопку «вперед».
Методика работы при режиме одного гиба.
3.1. В «ручном режиме» - РР установить поворотный диск в исходное положение.
На индикаторе у правой цифры внизу зажигается точка, которая является признаком того, что поворотный диск станка находится в «ИСХОДНОМ» положении. На двух (трех) цифрах индикатора при этом появляется «ЗАДАННОЕ ЗНАЧЕНИЕ» угла гибки (угла поворота диска) в градусах, которое можно корректировать (только в положении «Исходное»).
При новом включении станка -на индикаторе появляется последнее значение угла гибки, которое было перед выключением станка.
3.2. Для изменения «ЗАДАННОГО ЗНАЧЕНИЯ» предназначены кнопки «+» и «–». При кратковременном нажатии на кнопку происходит изменение «ЗАДАННОГО ЗНАЧЕНИЯ» на «1» градус, при длительном нажатии на - «10» градусов через каждую секунду. Эти кнопки работают только в «ИСХОДНОМ» положении поворотного диска (когда у правой цифры внизу горит точка).
Заданные значения сохраняются в энергонезависимой памяти только после отработки заданного угла.
3.3. Установку заготовки для гибки следует проводить только в «ИСХОДНОМ» положении поворотного диска.
3.4. Если поворотный диск находится в «ИСХОДНОМ», то при нажатии на кнопку «вперед» начинается гибка заготовки. При достижении заданного значения угла гибки поворотный диск откатывается на 5 градусов назад (эта уставка может корректироваться см. п.4.) и останавливается.
3.5. При нажатии на кнопку «назад» начинается вращение поворотного диска назад. При проходе «ИСХОДНОГО» положения поворотный диск останавливается, у правой цифры внизу зажигается точка.
3.6. При гибке на индикаторе высвечивается текущее значение угла поворота диска, при останове и возврате в «ИСХОДНОЕ» - отработанный угол поворота диска. При появлении точки на индикаторе появляется «ЗАДАННОЕ ЗНАЧЕНИЕ» угла гибки. Отработанный угол поворота диска всегда больше чем «ЗАДАННОЕ ЗНАЧЕНИЕ» на 1-3 градуса в зависимости от диаметра заготовки, это необходимо учитывать при задании уставки (заданного значения). Реальный угол гиба трубы отличается от «ЗАДАННОГО» и «ОТРАБОТАННОГО» по индикатору и зависит от выбора «ИСХОДНОГО» и установленной оснастки.
Оптимальное значение заданного значения подбирается опытным путем.
3.7. АВТОМАТИЧЕСКИЙ РЕЖИМ n-гибов на одной из 8-ми программ.
3.7.1. После появления на индикаторе сообщения «П1Г1» (программа №1, число гибов 1) символ «П» мигает. Далее нажимая кнопки «+» и «-» можно выбрать необходимый номер программы. Для задания числа гибов следует длительно нажать кнопку (+), станет мигать символ «Г», далее нажимая кнопки «+» и «-» установить необходимое число гибов. Для изменения редактируемого параметра можно использовать кнопку «назад».
3.7.2. При нажатии на кнопку «вперед» станок по методике п. 3.1. выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла первого гиба выбранной программы.
На индикаторе в режиме разделения времени выводится номер гиба и заданное значение угла гиба. Номер гиба выводится на левой цифре индикатора в течение 0,3с, заданное значение угла гиба выводится на индикатор в течение 1,3с, номер программы на индикатор не выводится. Корректировка заданного значения проводится по изложенной выше методике (в режиме одного гиба).
3.7.3. При нажатии на кнопку «вперед» станок отработает первый гиб, при нажатии на кнопку «назад» выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла второго гиба.
3.7.4. При каждом последующем нажатии на кнопки «вперед» и «назад» станок отработает очередной гиб, выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла следующего гиба. После последнего гиба будет снова первый и т.д.
3.7.5. «ЗАДАННЫЕ ЗНАЧЕНИЯ» можно корректировать в «ИСХОДНОМ» на каждом гибе.
3.7.6. Для смены номера программы или числа гибов необходимо выключить и снова включить станок или по кнопке «назад» в исходном положении.
3.8. Для выхода из автоматического режима в режим приглашения следует в исходном состоянии нажать кнопку «назад».
3.9. При аварийной ситуации на индикаторе мигает номер аварии А01, А02, А03, А04, А05 (см. п.6). Необходимо устранить причину аварии и продолжить работу через выключение станка
или по кнопке «назад».
4. РЕЖИМ ПРОГРАММИРОВАНИЯ (настройка Угла отката и - ГО (градус 0 положения))
4.1. Для перехода в режим программирования следует после включения станка нажать на кнопку (-), Станок переходит в режим задания уставки угла отката, на индикаторе появится сообщение «0_ х», где 0 – признак отката, х-мигающая редактируемая величина отката. Величина отката может быть задана в пределах от 0 до 9-ти градусов. Уставка отката должна быть меньше угла гибки, в противном случае гибка не производится и на дисплей выводится сигнал аварии - мигающее А05.
Кнопками (+) и (-) можно задать желаемое значение уставки отката. Для записи ее в энергонезависимую память следует нажать кнопку «назад»
Станок выходит в режим ввода уставки - ГО (градус 0 положения), на индикаторе появляется сообщение «ГО -Х» с мерцающими символами «ГО».
Уставка - ГО (градус 0 положения) позволяет корректировать значение по заданию угла гиба, т.е. вводить коррекцию неточного положения «Исходного» состояния станка.
Уставка ГО может быть задана в пределах 0…20 градусов.
Для выхода из режима задания уставки и записи в память -- следует нажать кнопку Назад.
Станок выйдет в режим приглашения.
5. ВЫКЛЮЧЕНИЕ СТАНКА: выключить автоматический выключатель.
6. МЕТОДИКА ПРОВЕРКИ И РЕГУЛИРОВКИ ДАТЧИКОВ
На станке установлены бесконтактные индуктивные датчики, которые реагируют на приближение металла (в торце датчика у кабеля светится красный светодиод).
6.1. Датчик угла гибки установлен на кронштейне и реагирует на выборку (лыску), сделанную на валу червяка. Для проверки датчика необходимо снять крышку датчика, включить станок, на кнопку "+" не нажимать. При вращении шкива вручную, на датчике в его торце у
кабеля, должен мигать красный светодиод. Зазор между валом (на цилиндрической его части) и датчиком должен быть 1,0+/- 0,3мм.
6.2. Датчик "ИСХОДНОГО" установлен на кронштейне под шестерней, и реагирует на шпенек закрепленный на шестерне. Для проверки датчика необходимо перевести станок в ручной режим, нажать кнопку «вперед» и убедиться в срабатывании датчика при приближении к нему шпенька. Зазор между шпеньком и датчиком должен быть 1+/- 0,3мм.
7. ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ
|
Проявление неисправности |
Возможная причина |
|
|
1 |
При включении станка индикатор не светится |
Отсутствует напряжение ~17B на выходе трансформатора, перегорел предохранитель FU1 на плате питания. |
|
2 |
При нажатии на кнопку «вперед» на индикаторе появляется мигающее А01 |
Отсутствуют сигналы от датчика угла гибки: -неисправен датчик угла гибки или велик зазор между датчиком и флажком, см. п.5 |
|
3 |
На индикаторе появляется мигающее А02 |
Отказ датчика исходного при поиске исходного - проверить зазор между датчиком и шпеньком (см. п.5) |
|
4 |
На индикаторе появляется мигающее А03 |
-Отказ датчика исходного при гибке или - нарушена контрольная сумма программы, если АПС возникает при включении станка вместо приглашения 3428/П23 |
|
5 |
На индикаторе появляется мигающее А04 |
Превышено время гибки: -проскальзывают ремни на шкивах двигателя - большой зазор на датчике угла гибки |
|
6 |
На индикаторе появляется мигающее А05 |
Уставка отката больше или равна углу гибки, следует уменьшить уставку отката. |
8. Описание версий ПО
Версия программы «П23» – предназначена для трубогибочных станков ИВ3428-29 без устройства поджима трубы.
Версия программы «П4С» – предназначена для трубогибочных станков ИВ3428П-29П -- с полуавтоматическим режимом работы, с наличием устройства поджима трубы.
в отличии от версии «П23», в версии «П4С» исключен режим автопоиска исходного положения и для первоначальной установки станка в Исходное положение используется «Ручной режим» («PP»).
Стандартная комплектация ИВ3428П
- Машина трубогибочная
- Система управления
- Оснастка для гибки трубы 3/4 дюйма
- Руководство по эксплуатации
- Декларация соответствия ТР ТС
Дополнительные опции ИВ3428П
- Оснастка (ролик, зажимные губки, дорн) по индивидуальному заказу клиента
- Увеличение расстояния от оси центра гибочного инструмента до места крепления конца оправки
- Увеличение наибольшего внутреннего радиуса гибочного инструмента до 400 мм по оси трубы
- Система управления на базе частотного привода
ИВ3428, какое масло лить в трубогиб ив3428 регулировка трубогиба ИВ 3428 ив3428п. 3428п, вал для ив3428
Видеообзор
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?



