
Станок долбёжный 7Д450

Назначение долбежного станка модели 7Д450
Гидрофицированный долбежный станок модели 7Д450 предназначен для изготовления шпоночных пазов, шлицев и канавок на фасонных и плоских поверхностях, для долбления плоских и фасонных поверхностей, вырезов, канавок в цилиндрических и конических отверстиях и долбления с поднутрением до 10°.
Станок предназначен для обработки долблением плоских и фасонных наружных поверхностей, поверхностей изделий по высоте до 500 мм и обработки внутренних поверхностен изделий по высоте до 250 мм.
Станок пригоден для работы в индивидуальном и мелкосерийном производстве, а также в ремонтных мастерских.
Станок предназначен для обработки, пазов и канавок в разнообразных деталях, а также различных видов штампов, устанавливаемых непосредственно на столе или в приспособлениях.
Возможность поворота рамы с долбяком позволяет обрабатывать наклонные плоскости, не меняя позиции детали.
Базовое климатическое исполнение УХЛ категория размещения 4 по ГОСТ 15150.
Завод ПромСтройМаш выпускает долбёжные станки модели 7Д450 и поставляет их во все регионы России и страны ближнего зарубежья.
Наш завод выпускает и другие модели долбёжных станков. Подобрать нужную модель согласно техническим характеристикам и нуждам производства вам всегда помогут наши менеджеры.
Связаться с ними можно через форму обратной связи или по телефону.
Технические характеристики 7Д450
| 7Д450 | 7Д450.01 | |
|---|---|---|
| Рабочий ход долбяка, мм | 120-500 | 125-500 |
| Диаметр стола, мм | 800 | 900 |
| Расстояние от плоскости стола до нижней поверхности направляющей, мм | 700 | 740 |
| Расстояние от наружной плоскости резцедержателя до стойки, вылет, мм | 710 | 1000 |
| Высота обрабатываемого изделия при обработке наружной поверхности, мм | 650 | 650 |
| Высота обрабатываемого изделия при обработке внутренней поверхности, мм | 325 | 325 |
| Продольный ход стола, мм | 800 | 900 |
| Поперечный ход стола, мм | 650 | 820 |
| Круговой ход стола, град. | 360 | 360 |
| Диапазон продольных подач стола на один двойной ход долбяка, мм | 0.1-2.5 | 0-0.6 (Бесступенчатая регулировка) |
| Диапазон поперечных подач стола на один двойной ход долбяка, мм | 0.1-2.5 | 0-1.36 (Бесступенчатая регулировка) |
| Мощность главного привода, кВт | 11 | 11 |
| Мощность привода ускоренной подачи, кВт | 3 | 1.5 |
| Габаритные размеры (ДхШхВ), мм | 3440х2760х3465 | 3850×2150×4160 |
| Масса, кг | 8200 | 8450 |
УСТРОЙСТВО, РАБОТА ДОЛБЕЖНОГО СТАНКА 7Д450 И ЕГО СОСТАВНЫХ ЧАСТЕЙ
Общий вид станка долбежного 7Д450 с обозначением составных частей станка


1 - станина, 2 - долбяк, 3 - коробка подач, 4 - гидроцилиндр, 5 - стол,
6 - коробка передач, 7 - охлаждение, 8 - электрооборудование,
9 - подвесной пульт управления, 10 - управление, 11 - трубопровод, 12 - торможение долбяка
Расположение органов управления долбежного станка 7Д450


| № | Органы управления и их назначение |
| 1 | Гайка настройки перемещения стола на заданную ширину долбления |
| 2 | Маховичок регулирования величины подачи стола |
| 3 | Рукоятка реверса поперечных, продольных и круговых перемещений стола |
| 4 | Рукоятка делительного механизма стола |
| 5 | Маховичок ручного поперечного перемещения стола |
| 6 | Маховичок ручного продольного перемещения стола |
| 7 | Рукоятка включения механической или ручной продольной подачи |
| 8 | Рукоятка включения механической или ручной поперечной подачи |
| 9 | Рукоятка включения механической или ручной круговой подачи |
| 10 | Кнопка «Аварийный СТОП» |
| 11 | Кнопка «Стоп долбяк», «Стоп работа» |
| 12 | Кнопка «Толчок» «Работа» |
| 13 | Кнопка ускорения движения рабочего стола в выбранном направлении |
| 14 | Кнопка «Стоп главного двигателя» |
| 15 | Кнопка «Пуск главного двигателя» |
| 16 | Рукоятка ручного перемещения хода долбяка |
| 17 | Гайки зажима салазок долбяка |
| 18 | Квадрат поворота салазок долбяка на угол |
| 19 | Упоры переключения и настройки на длину хода долбяка |
| 20 | Рукоятка пуска и остановка долбяка |
| 21 | Лапочка сигнальная, показывающая подключение станка к сети |
| 22 | Выключатель автоматический для подключения станка к электросети |
| 23 | Выключатель местного освещения |
| 24 | Гайки зажима круглого стола |
| 25 | Рукоятка переключения ступеней скорости долбяка |
| 26 | Рукоятка бесступенчатого изменения скорости долбяка в пределах ступени |
| 27 | Рукоятка зажима верхних салазок стола |
| 28 | Рукоятка зажима нижних салазок стола |
| 29 | Насос ручной смазки направляющих долбяка |
| 30 | Лубрикатор ручной смазки стола и верхних салазок |
| 31 | Лубрикатор ручной смазки верхних салазок и станины |
| 32 | Клапан |
| 33 | Дроссель регулирования подачи масла в левую направляющую долбяка |
| 34 | Дроссель регулирования подачи масла в правую направляющую долбяка |
| 35 | Рукоятка золотника выключения манометра |
Перечень графических символов, указанных на табличках
| № | Символ | Наименование |
| 36 |  |
Поворот долбяка |
| 37 |  |
Насос ручной смазки направляющих долбяка |
| 38 |  |
СТОП работа |
 |
Рабочий цикл/ Наладочный режим | |
 |
Двигатель главного движения «Включить» | |
 |
Двигатель главного движения «Выключить» | |
 |
Перемещение долбяка с резцом | |
 |
Быстрые перемещения стола (Продольные, поперечные и круговые). Направления перемещений зависит от положения рукоятки реверса | |
| 39 |  |
Реверс долбяка с обратного хода на рабочий |
| 40 |  |
Реверс долбяка с рабочего хода на обратный |
| 41 |  |
Положение рукоятки «Остановка долбяка» |
 |
Рукоятка пуска и остановки долбяка | |
 |
Положение рукоятки «Пуск долбяка» | |
| 42 |
КЛАПАН |
Клапан регулировки усилия долбления. ОТРЕГУЛИРОВАН НА ЗАВОДЕ-ИЗГОТОВИТЕЛЕ. |
| 43 |  |
Рукоятка установки скорости рабочего хода долбяка |
|
I II 3-6 8-12 III IV 12-19 19-38 |
Ступени скоростиПределы скоростей на каждой ступени | |
| 44 |  |
Выключение/включение подачи СОЖ |
| 45 |  |
Дроссель обратного хода долбяка |
| 46 |  |
Дроссель рабочего хода долбяка |
| 47 |  |
Рукоятка ручного режима |
 |
Положение рукоятки реверса при рабочем ходе долбяка | |
 |
Положение рукоятки реверса при обратном ходе долбяка | |
| 48 |  |
Заземление |
| 49 |  |
Рукоятка реверса подач стола. Направления перемещений стола и соответствующие им положения рукояток обозначены одинаковыми цифрами. |
| 50 |  |
Стол |
 |
Положение рукоятки при круговом перемещении стола. Направления перемещений зависят от положения рукоятки реверса (См. поз. 49) | |
 |
Положение рукоятки при ручном круговом перемещении стола | |
 |
Рукоятка круговых перемещений стола в выключенном положении | |
| 51 |  |
Положение рукоятки при поперечных механических перемещениях стола. Направления перемещений зависят от положения рукоятки реверса |
 |
Положение рукоятки при ручном поперечном перемещении стола | |
|
Рукоятка поперечных перемещений стола в выключенном состоянии | |
| 52 |  |
Положение рукоятки при продольных механических перемещениях стола. Направления перемещений зависят от положения рукоятки реверса (См. по. 49) |
 |
Положение рукоятки при ручном продольном перемещении стола | |
 |
Рукоятка продольных перемещений стола в выключенном состоянии | |
| 53 |  |
1.Клапан.2.Дроссель подачи смазки в левую направляющую долбяка.3. Дроссель подачи смазки в правую направляющую долбяка. |
| 54 |  |
Слив |
| 55 |  |
Заполнение |
| 56 |  |
Лубрикатор ручной централизованной смазки стола и верхних салазок |
| 57 |  |
Лубрикатор ручной централизованной смазки нижних салазок и направляющих станины |
| 58 |  |
Цена деления |
Краткое описание конструкции и работы станка долбежного 7Д450
Привод перемещения долбяка и привод стола на каждый двойной ход долбяка гидравлические.
Станок имеет ступенчато- дроссельное регулирование скоростей. Рабочая скорость под нагрузкой изменяется в диапазоне от 3 до 38 м/мин. При 60 Гц.
Регулирование скорости осуществляется двумя рукоятками, помещенными на крышке панели управления. Одна из них устанавливает четыре ступени скорости, другая производит плавное регулирование скорости в пределах каждой ступени.
Изменение направления движения долбяка происходит за счет переключения золотника управления двумя упорами, расположенными также на крышке панели управления. Этими же упорами регулируется длина о относительное положение хода долбяка. Скорость движения долбяка на всей длине хода постоянная.
Салазки долбяка закреплены шарнирно в щеках верхней станины и могу быть повернуты вместе с долбяком в вертикальной плоскости до 10° в продольном направлении станины.
Стол и станина имеет три вида подач: продольную, поперечную и круговую.
Быстрое перемещение стола в указанных направлениях осуществляется от отдельного электродвигателя
Стол может также перемещаться вручную.
В коробке передач имеется делительный механизм поворота стола, позволяющий точно делить заготовку на нужное число частей.
В станке имеются механизм, позволяющий настраивать станок на определенную длину обработки детали и автоматически выключающий станок в конце обработки; при этом долбяк останавливается в верхнем положении. Конструкция станка обеспечивает автоматический отвод резца от изделия при обратном ходе долбяка.
Подвесная кнопочная станция обеспечивает дистанционное управление – пуск и остановку электродвигателя главного движения, электродвигателя быстрых перемещений, электронасоса охлаждения, а также пуск и остановку долбяка и настройку на наладочный режим.
Смазка направляющих долбяка и возврат масла в ванну осуществляется сдвоенным плунжерным насосом. Привод насос эксцентриковый. Кроме того, имеется насос с ручным приводом для смазки направляющих. Смазка направляющих стола централизованная, от лубрикаторов с ручным приводом.
Система кинематическая долбежного станка 7Д450
Ввиду простоты кинематических цепей лавного движения, движения подачи стола, а также передачи движения от электродвигателей до исполнительных органов станка описание кинематической схемы не приводится. В таблице №4 указан перечень к кинематической схеме.

Перечень к кинематической схеме
| № | Число зубьев зубчатых колес или заходов червяков, ходовых винтов | Модуль или шаг, мм | Ширина обода зубчатого колеса, мм | Материал | Показатели свойств материалов |
| Долбяк | |||||
| 1 | 86 | 2,5 | 20 | Сталь 45 ГОСТ1050 | НВ 220-250 |
| 2 | 28 | 2,5 | 20 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 10 | 17 | 2 | 15 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 11 | 51 | 2 | 15 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 12 | 1 | 5 | – | Сталь 45 ГОСТ1050 | – |
| Коробка подач | |||||
| 14 | 20 | 3 | 12 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 15 | 20 | 3 | 12 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 16 | 60 | 3 | 20 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 17 | 20 | 3 | 20 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 18 | 40 | 1,5 | 22 | Сталь 40Х ГОСТ4543 | НВ 220-250 |
| 19 | 1 | 1 | – | Сталь 40Х ГОСТ4543 | НВ 220-250 |
| 20 | 50 | 1 | – | АЧС-1 ГОСТ 1585 | – |
| 21 | 64 | 1,5 | 10 | Сталь 40Х ГОСТ4543 | НВ 220-250 |
| 22 | 44 | 1,5 | 12 | Сталь 40Х ГОСТ4543 | НВ 220-250 |
| 23 | – | 2 | 20 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 24 | 24 | 2 | 28 | Сталь 40Х ГОСТ4543 | зубья НRC 40-45 |
| 25 | 60 | – | 16 | Сталь 40Х ГОСТ4543 | зубья НRC 40-45 |
| 26 | 60 | – | 16 | Сталь 40Х ГОСТ4543 | зубья НRC 40-45 |
| 27 | 1,5 | 14 | Сталь 45 ГОСТ1050 | НВ 220-250 | |
| 28 | 1 | 3 | – | Сталь 45 ГОСТ1050 | – |
| 29 | 45 | – | 16 | Сталь 40Х ГОСТ4543 | зубья НRC 40-45 |
| 31 | 1 | 3 | – | Сталь 45 ГОСТ1050 | НВ 220-250 |
| 32 | 75 | 1 | 4 | Сталь 45 ГОСТ1050 | НВ 220-250 |
| 33 | 65 | 1 | 5 | Сталь 45 ГОСТ1050 | НВ 220-250 |
| 34 | 50 | 1 | 5 | Сталь 45 ГОСТ1050 | НВ 220-250 |
| 35 | 60 | 1 | 5 | Сталь 45 ГОСТ1050 | НВ 220-250 |
| Стол | |||||
| 36 | 19 | 3 | 40 | Сталь 40Х ГОСТ4543 | зубья НRC 52-56 |
| 37 | 19 | 3 | 40 | Сталь 40Х ГОСТ4543 | зубья НRC 52-56 |
| 38 | 19 | 3 | 40 | Сталь 40Х ГОСТ4543 | зубья НRC 52-56 |
| 39 | 1 | 3 | – | Сталь 40Х ГОСТ4543 | зубья НRC 52-56 |
| 40 | 1 | 6 | – | БрО5Ц5С5 ГОСТ613 | – |
| 41 | 28 | 6 | 20 | Сталь 45 ГОСТ1050 | – |
| 42 | 28 | 3 | 20 | Сталь 40Х ГОСТ4543 | НВ 179-229 зубья НRC 45-50 |
| 43 | 105 | 3 | 45 | Сталь 40Х ГОСТ4543 | НВ 179-229 зубья НRC 45-50 |
| 44 | 105 | 4 | 45 | АЧС-1 ГОСТ 1585 | – |
| 45 | 1 | 4 | – | Сталь 40Х ГОСТ4543 | НВ 230-250 витки червяка и зубья HRC 48-52 |
| 46 | 1 | 6 | – | БрО5Ц5С5 ГОСТ613 | – |
| 47 | 1 | 6 | – | Сталь 45 ГОСТ1050 | – |
| Коробка передач | |||||
| 48 | 48 | 3 | 16 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 49 | 48 | 3 | 42 | Сталь 40Х ГОСТ4543 | НВ230-250 зубья и кулачки НRC 40-45 |
| 50 | 48 | 3 | 16 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 51 | 48 | 3 | 16 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 52 | 60 | 2 | 12 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 53 | 15 | 2 | 13 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 54 | 36 | 3 | 16 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 55 | 36 | 3 | 16 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 56 | 65 | 2 | 12 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 57 | 15 | 2 | 13 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 58 | 15 | 2 | 13 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 59 | 42 | 2 | 13 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| 60 | 16 | 3 | 16 | Сталь 40Х ГОСТ4543 | НВ179-229 зубья НRC 40-45 |
| Управление | |||||
| 61 | 19 | 2,5 | 12,5 | Сталь 45 ГОСТ1050 | зубья НRC 40-45 |
| 63 | 37 | 2,5 | 13 | Сталь 45 ГОСТ1050 | НВ 230-250 |
| 64 | 19 | 2,5 | 13 | Сталь 45 ГОСТ1050 | зубья НRC 40-45 |
| 65 | 30 | 2 | 10 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| Долбяк | |||||
| 66 | 90 | 2,5 | 20 | Сталь 45 ГОСТ1050 | НВ 220-250 |
| 67 | 43 | 2,5 | 20 | Сталь 40Х ГОСТ4543 | НВ 230-250 зубья НRC 40-45 |
| 68 | 17 | 2,5 | 20 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 69 | 36 | 2,5 | 16 | Сталь 40Х ГОСТ4543 | НВ 220-250 зубья НRC 40-45 |
| 70 | 13 | 2 | 30 | Сталь 45 ГОСТ1050 | НВ 220-250 зубья НRC 40-45 |
| 71 | 35 | 2 | 20 | Сталь 45 ГОСТ1050 | НВ 220-250 зубья НRC 40-45 |
| 72 | 18 | 2 | 20 | Сталь 45 ГОСТ1050 | НВ 220-250 зубья НRC 40-45 |
Станина долбежного станка 7Д450

Станина станка состоит из вертикальной 1 и горизонтальной 2 станин коробчатой формы, жестко соединенных между собой.
Нижняя часть вертикальной станины служит резервуаром для масла гидросистемы и разделена ребром на два отсека. К левой боковой стенке станины крепится фланец 3. К этому фланцу внутри станины крепится сдвоенный лопастной гидронасос 5, а снаружи электродвигатель 6 фланцевого исполнения. Внутри фланца расположена муфта 4, соединяющая вал электродвигателя с валом гидронасоса. В этой же стенке имеется окно для монтажа и демонтажа гидропанели и трубопровода, которое закрывается крышкой 7 с горловиной для заливки масла. Внизу имеются два патрубка 8 для залива масла из станины. Ниша в задней стенке станины служит электрошкафом управления и закрывается дверкой 9, конструкция которой обеспечивает герметичность ниши. Внизу задней стенки имеются люк для монтажа теплообменника, который поставляется по заказу потребителей за отдельную плату. Так же может быть использован для очистки резервуара.
Средний отсек горизонтальной станины служит резервуаром для системы охлаждения, а направляющие предназначены для продольного перемещения узла стола.
Долбяк долбежного станка 7Д450

Долбяк 1 представляет собой полую чугунную отливку, снабженную внутри ребрами жесткости. Он имеет прямоугольные направляющие, которыми скользит по направляющим салазок долбяка. В нижней части долбяка закреплена откидная доска с резцедержателями. Внутри долбяка смонтирован механизм автоматической откидки резца при обратном ходе долбяка.
Механизм состоит из кронштейна 2, прикрепленного к откидной доске 3, игольчатого подшипника 4, эксцентрика 5, неподвижно насаженного на вал-шестерню 6, рейки 7, нижний конец которой соединен с валом-шестерней через консольно расположенную паразитную шестерню 8. Верхний конец рейки находится в постоянном зацеплении с зубчатым колесом 9 тормозного устройства, расположенного в салазках долбяка. Рейка 7 расположена в пазе долбяка и закреплена так, что имеет возможность перемещаться в нем.
В начале обратного хода долбяка рейка 7 удерживается от перемещения тормозным устройством, а долбяк перемещается; при этом эксцентрик начинает поворачиваться и тем самым поворачивает откидную доску с резцом на некоторый угол вокруг оси 10.
Долбяк, пройдя путь в пределах до 30 мм. (в зависимости от установленной величины расстояния между заготовкой и режущей кромкой резца), начинает перемещаться вместе с рейкой, преодолевая сопротивление тормозного механизма, и тем самым удерживает откидную доску с резцом в откинутом состоянии. В начале рабочего хода, за счет перемещения долбяка относительно рейки, механизм откидки возвращает откидную доску с резцами в исходное положение.
Регулирование усилия тормозного устройства осуществляется пружиной 11 при помощи гайки 12.
Поворот долбяка с салазками на угол осуществляется механизмом через квадрат 13.
Гидроцилиндр долбежного станка 7Д450

В станке применен нормализованный гидроцилиндр, который крепится к салазкам долбяка кронштейнами 1 и 2, а шток 3 соединен с долбяком.
Во избежание утечек масла между цилиндром и крышками устанавливаются кольцевые прокладки 4. В передней крышке имеются уплотнения 5 из прорезиненной ткани, предохраняющие от утечек масла по периферии штока.
Уплотнение зажимается фланцем 6, у которого имеется кольцевая проточка с трубкой для отвода просачивающегося масла.
Установка гидроцилиндра 14 показана на рис.5
Коробка подач долбежного станка 7Д450
Коробка подач предназначена для осуществления продольных поперечных и круговых подач стола на каждый двойной ход долбяка и для быстрого перемещения стола в этих направлениях.
При переключении долбяка на рабочий ход масло от насоса через золотник подач поступает в цилиндр коробки подач и перемещает поршень вверх. Рейка, соединенная штоком, вращает зубчатое колесо, от которого через храповой механизм получает вращение вал, связанный с помощью предохранительной муфты с узлом стола.
Быстрое перемещение стола во всех направлениях осуществляется от отдельного электродвигателя.
Регулирование величины хода поршня производится за счет изменения величины хода поршня при помощи маховика, лимба, шестерни и пары винт-гайка, причем гайка является упором. Гайка связана с гидравлическим дросселем подач с помощью шестерен жесткой кинематической цепью. Таким образом, одновременно с регулировкой величины подачи за счет изменения хода поршня подач соответственно дросселируется количество масла, выходящего из штоковой плоскости цилиндра подач, что обеспечивает стабильность подач.
Отсчет величины установленной подачи осуществляется при помощи лимба, закрепленного на одной оси с маховиком. Положение маховика фиксируется винтом. На выходящем конце вала коробки подач установлен храповой механизм, который противодействует вращению вала в обратную сторону во время зарядки механизма.
В верхнюю крышку коробки подач вмонтирован специальный механизм настройки стола на заданную длину обработки изделия с автоматической остановкой стола в конце обработки.
Механизм состоит из лимба, имеющего две шкалы: одну для настройки продольных и поперечных перемещений, другую для круговых перемещений, червячной пары, цилиндрических шестерен.
Настройка механизма на необходимую длину обработки производится путем установки указателя против соответствующего деления шкалы и закрепления его гайкой. При вращении указатель доходит до отметки «0» и нажимает на толкатель микровыключателя, который отключает электродвигатель главного движения станка.
Стол долбежного станка 7Д450
Стол имеет форму круглого диска с ребордой по периметру. Реборда предназначена для отвода охлаждающей жидкости и одновременно увеличивает жесткость стола. Стол своим конусом центрируется в коническом отверстии верхних салазок и имеет возможность вращаться вокруг своей оси. На рабочей поверхности стола предусмотрены центровые и Т-образные пазы для установки и закрепления приспособления или обрабатываемой заготовки.
Верхние салазки предназначены для перемещения стола в поперечном направлении, а нижние – для перемещения стола с верхними салазками в продольном направлении. Для выборки люфтов в направляющих верхних и нижних салазок предусмотрены клинья.
Выборка люфтов винтовой пары продольного перемещения стола производится гайками, а винтовой пары поперечного перемещения стола - гайками. Фиксация стола осуществляется рукоятками.
Коробка передач долбежного станка 7Д450
Коробка передач предназначена для управления движениями стола. Изменение направления движений осуществляется рукояткой реверса. Ручное перемещение стола в продольном и поперечном направлениях осуществляется маховиками, а круговое – рукояткой делительного механизма.
Система охлаждения инструмента

Система охлаждения инструмента состоит из бака2, прикрепленного к нижней станине и соединенного трубкой 3 с резервуаром для системы охлаждения, электронасоса 1 и нагнетательной системы трубопровода.
Количество подаваемой эмульсии регулируется краном 4.
Слив эмульсии- через резьбовое отверстие 5.
Узел управления долбежного станка 7Д450
Окно станины и гидропанель закрываются крышкой, на поверхности которой расположены рукоятки управления гидропанелью.
Рукоятки служат для переключения 4-х ступеней скорости долбяка, бесступенчатого изменения скорости долбяка в пределах каждой ступени, ручного пуска и остановки долбяка. Дистанционное управление краном гидропанели пуска и остановки долбяка с подвесной кнопочной станции обеспечивается электромагнитами.
Величина хода долбяка и положение его относительно обрабатываемой заготовки устанавливается по шкале диска упорами, которые воздействуя поочередно на ролики поворачивают рычаг, который поворачиваясь, перемещает золотник. Диск связан с долбяком жесткой кинематической цепью.
Узел торможения долбяка долбежного станка 7Д450
Узел торможения долбяка состоит из корпуса гидроцилиндра, поршня, штока, зубчатых муфт, штифта и пружины.
Зубчатая муфта связана жесткой кинематической цепью с долбяком и при перемещении его вращается, а вторая зубчатая муфта жестко соединена со штоком. При работе станка поршень за счет давления в системе находится в крайнем правом положении; при этом муфты разобщены.
При остановке станка давление в системе падает и пружина, перемещая поршень влево, вводит в зацепление зубчатые муфты и тем самым предотвращает самопроизвольное опускание долбяка под действием собственного веса.
Трубопровод долбежного станка 7Д450
Трубопровод соединяет между собой гидроцилиндр главного движения, цилиндр коробки подач, гидропанель, насосы и вспомогательную аппаратуру.
Монтаж гидропанели с промежуточной плитой и рамкой производится через окно в левой стенке станины. Через это же окно производится монтаж и демонтаж трубопровода.
На рисунке показана разводка труб и расположение гидроаппаратуры внутри станины.

| № Труб | Разводка труб |
| 16 | От насоса Q=50 л/мин к плите |
| 15 | От насоса Q=100 л/мин к плите |
| 2 | Слив из штоковой полости цилиндра |
| 3 | Слив из цепи управления панели |
| 4 | Управление реверсивным золотником |
| 14,22 | В штоковую полость цилиндра коробки подач |
| 17,20 | В рабочую полость цилиндра коробки подач |
| 6,7 | В штоковую полость цилиндра долбяка |
| 5,11 | В рабочую полость цилиндра долбяка |
| 1 | Слив из рабочей полости цилиндра долбяка |
| 31 | Подвод к золотнику манометра |
| 34 | Подвод к тормозному устройству |
| 33 | Подвод на смазку управления |
| 19 | Слив из золотника подач |
| 10 | Слив из фильтра |
| 32 | Слив из манометра |
| 8,8 | Подвод к золотнику подач |
| 12 | Подвод к золотнику подач в обход дросселя |
ГИДРОСИСТЕМА ДОЛБЕЖНОГО СТАНКА 7Д450
Гидросистема долбежного станка представлена гидропанелью, которая предназначена для управления станком и обеспечивает следующие позиции цикла:
- пуск долбяка;
- непрерывное поступательно-возвратное движение долбяка с регулированием скорости по четырем ступени и бесступенчатым регулированием скорости в пределах каждой ступени;
- остановка долбяка с разгрузкой гидросистемы от давления;
- подачу стола с помощью реверсивного золотника при реверсах ползуна с обратного хода на рабочий ход.
Гидропанель включает:
- золотник управления;
- золотник реверса;
- кран пуска и остановки;
- дроссель и обратные клапаны, позволившие регулировать плавность реверса.
Масло для гидросистемы станка
В гидросистеме станка в качестве рабочей жидкости применяется масло турбинное 22, турбинное 22П вязкостью 20-23 сст при температуре 50°С ГОСТ 32-53 или ВНИИ НП-403 вязкостью 25-35 сст при температуре 50°С ГОСТ 16728-71. Класс чистоты масла 12 по ГОСТ 17216-71, свободное от воды, водорастворимых кислот и щелочей и очищенное от посторонних частиц размером 40 мкм и более.
В зависимости от климатических условий и температуры окружающего воздуха вязкость масла изменяется, что необходимо учитывать при его выборе.
Перед заливкой в бак масло должно быть тщательно профильтровано. В процессе эксплуатации станка необходимо систематически наблюдать за расходом масла в баке, не допускать понижение уровня масла ниже отметки.
Доливку масла следует производить до отметки на маслоуказателе.
Масло рекомендуется менять не реже одного раза в шесть месяцев. Во время, замены масла необходимо промыть резервуар керосином.
Залив масла производится через горловину с фильтром, слив - через две сливные трубки или при помощи откатывающего насоса, имеющегося у потребителя.
Установившаяся температура масла в системе во время работы не должна превышать 70°С. При использовании водяного охлаждения температура масла в системе снижается.
для очистки масла от грязи и различных механических примесей в гидросистему введен пластинчатый фильтр. Фильтр периодически, один раз в несколько смен рекомендуется очищать, для чего необходимо повернуть рукоятку на полный оборот. Не реже одного раза в квартал фильтр нужно промывать. Для этого фильтр необходимо сиять и в обратном направлении через фильтр следует пропустить под давлением сначала керосин, з потом масло.
Инструкция по наладке гидросистемы
а) После установки станка на фундамент и его монтажа необходимо проверить плотность всех концевых соединений трубопровода ввиду возможного их ослабления при транспортировании.
б) Перед заливкой масла в станок необходимо тщательно промыть бак.
в) Направление вращения вала насоса должно соответствовать направлению стрелки, нанесенной на Кожухе электродвигателя главного движения. В противном случае насос выйдет из строя.
г) После первоначального пуска станка уровень масла в баке понизится, так как полностью заполнится вся гидросистема, поэтому следует долить масло до отметки на маслоуказателе.
д) Пробка на гидропанели, предназначена для установки поверочного манометра, необходимого при проверке настройки клапанов гидропанели и кратковременной проверке давления в гидросистеме.
ПРОЦЕДУРА ВЫПОЛНЯЕТСЯ ТОЛЬКО В УСЛОВИЯХ ЗАВОДА-ИЗГОТОВИТЕЛЯ!
е) При обнаружении течи масла через уплотнения вала насоса необходимо ликвидировать дефект согласно инструкция по эксплуатации насоса.
СИСТЕМА СМАЗКИ ДОЛБЕЖНОГО СТАНКА 7Д450

Карта смазки долбежного станка 7Д450

Смазка станка обеспечивается следующими системами:
Циркуляционной системой смазки направляющих долбяка и салазок.
Эта система включает в себя резервуар 1, три плунжерных насоса, совмещенных в одном корпусе 3, насос 10, фильтр 2(1) на всасывающей стороне, заливную горловину 4(1), маслоуказатель 6(1), маслосборники, два из которых 7(1), 7(2) соединены между собой и прикреплены к салазкам, а один - 8 - к долбяку.
Насосы 3(1) и 3(2) приводятся в действие от эксцентрика узла управления, а насос 10 - от рейки механизма откидки резца.
Подаваемое насосом 3(1) масло через маслораспределитель поступает на направляющие долбяка и салазок. Пройдя через смазываемые поверхности, масло от направляющих салазок стекает в маслосборники 7(1) и 7(2), а от направляющих долбяка - в маслосборник 8. Насос 10 перекачивает масло из маслосборника 8 в маслосборник 7(2), а насос 3(2) из маслосборников 7(1) и 7(2) в резервуар 1, Контроль за уровнем смазки в резервуарах осуществляется визуально при помощи маслоуказателя 6(1).
Количество масла, подаваемого в направляющие, регулируется дросселями маслораспределителя 5. Насос 3(3) предназначен для ручной смазки направляющих долбяка и салазок перед пуском станка;
Периодической системой смазки узда стола от двух лубрикаторов с ручным приводом;
Циркуляционной системой смазки опор и зубчатых колес узла управления от гидросистемы станка, для чего в гидропанели предусмотрен специальный отвод. Регулирование осуществляется дросселем, расположенным внутри станины;
Путем разбрызгивания, что обеспечивается наличием смазки в картерах 9, 11, 12 и 13(1);
Местной, через пресс-масленки 19(1) ...19(13).
Указания по монтажу и эксплуатация системы смазки
Перед пуском станка необходимо:
- заполнить резервуары 1;9;11;12;13(1);13(2);15 маслом, указанным в таблице 12, через заливные отверстия. Насосом ручной смазка 3(3) смазать направляющие долбяка, салазок и реечную пару тормозного устройства. Лубрикаторами 14(1) и 14(2) смазать узел стола;
- смазать все местные точки смазки через пресс-масленки и заливные отверстия согласно таблице 12 и принципиальной схеме сказки;
- смазать все доступные подшипники качения и рейку реверса долбяка консистентной смазкой (ЦИАТИМ-201 или аналоги).
Во время эксплуатации станка необходимо следить за наличием смазочного материала, находящегося в резервуарах. Не допускать падения уровня масла ниже, чем на 1/3 от верхней точки маслоуказателя. Контроль за уровнем производится визуально, по масло указателям 6(1),6(2),6(3),6(4),6(5),6(6),6(7). Полную смену масла в резервуарах производить не реже одного раза в месяц. Перед заливкой масла резервуары должны быть тщательно промыты керосином.
Внимание!
- Непосредственно перед пуском станка (не реже двух раз в смену) ручной подкачкой насоса 3(3) обильно смазать направляющие долбяка, чтобы при пуске станка в верхней части направляющих наблюдался вынос масла в виде масляного валика.
- В процессе работы станка от насоса 3(1) непрерывно поступает смазка под направляющие долбяка и салазок. Регулирование поступления масла к точкам 20(1) ...20(6) осуществляется дросселями 5 и клапаном, для чего необходимо клапан закрыть до отказа и, регулируя последовательно дросселями, добиться равномерной подачи масла к указанным точкам смазки.
При вывернутых контрольных пробках 38(1) и 38(2) в салазках долбяка масло через резьбовые отверстия должно вытекать ровной струйкой.
- При малом угле поворота откидной доски производительность насоса 10 очень мала, а при работе станка с выключенной откидкой резца насос 10 не работает. В указанных выше случаях необходимо периодически, по мере заполнения маслосборника 8, масло сливать, для чего вывернуть сливную пробку, расположенную в нижней части маслосборника.
Перечень точек смазки
| № | Периодичность смазки | Смазочная точка | Куда входит | Смазочный материал |
| 20(1)-20(6) | Непрерывная | Направляющая долбяка и са-лазок | Узел долбяка | Масло индустриаль-ное 50ГОСТ 1707-51 |
| 20(7)-20(13) | Периодическая, перед началом работы | Направляющие долбяка и са-лазок рейки откидки | “ “ | |
| 9 | Непрерывная | Зубчатые колеса и подшип-ники | “ “ | |
| 21(1)-21(3) | Периодическая, ежедневно | Опоры механизма настройки на ширину долбления | Коробка подач | Масло индустриальное 20ГОСТ 1707-51, турбинное 22, турбинное 22П ГОСТ 32-53 или ВНИИ-403 ГОСТ 16728-71 |
| 11 | Непрерывная | Зубчатые колеса и подшипники | “ “ | |
| 12 | Непрерывная | Зубчатые колеса и подшипники | Коробка передач | |
| 13(1) | Непрерывная | Червячная пара и подшипники | Узел стола | |
| 22(1)-22(12) | Периодическая,1 раз в смену (не менее100 оборотов рукоятки лубрикатора) | Направляющие стола верх-них салазок, верхние нап-равляющие нижних салазок, опоры и винтовая пара по-перечной подачи | “ “ | |
| 23(1)-23(7) | Периодическая,2 раза в смену (не менее100 оборотов рукоятки лубрикатора) | Направляющие станины, нижних салазок, зубчатые колеса и винтовая пара продольной подачи | “ “ | |
| 24(1)-24(7) | Непрерывная | Опоры и зубчатые колеса | Узел управления | От гидросистемы станка |
| 25 | Периодическая,1 раз в смену | Ось откидки резца | Узел долбяка | Масло индустриаль-ное 20ГОСТ 1707-51, турбинное 22, турбинное 22П ГОСТ 32-53или ВНИИ-403 ГОСТ 16728-71 |
| 26 | Периодическая,1 раз в смену | Эксцентрик и подшипник откидной доски | “ “ | |
| 27 | Периодическая,1 раз в смену | Винтовая пара механизма поворота салазок долбяка | “ “ | |
| 28, 29 | Периодическая,1 раз в смену | Ролики рукоятки ручного реверса долбяка | Узел управления | |
| 30 | Периодическая,1 раз в смену | Опора оси цилиндрической шестерни | “ “ | |
| 31, 32 | Периодическая,1 раз в смену | Опоры валика-шестерни откидки резца | Узел долбяка | |
| 33 | Периодическая,1 раз в смену | Опора паразитной шестерни механизма откидки | “ “ | |
| 34 | Периодическая,1 раз в смену | Опора винта механизма на-стройки величины подачи | Коробка подач | |
| 35 | Периодическая,1 раз в смену | Опоры механизма настройки на величину прохода | “ “ | |
| 36, 37 | Периодическая,1 раз в смену | Боковые поверхности щек откидной доски | Узел долбяка |
Примечание. Все наружные обработанные поверхности деталей или участков деталей, не требующие смазки по условиям работы, должны периодически смазываться в процессе эксплуатации станка.
НАСТРОЙКА, НАЛАДКА И РЕЖИМЫ РАБОТЫ ДОЛБЕЖНОГО СТАНКА 7Д450
Выбор режима резания
Для выбора режима обработки на станке того или иного металла рекомендуется пользоваться справочниками по режимам резания.
Установка и наладка хода долбяка
Настройка величины хода долбяка производится упорами. При заданной длине обработки упоры надо устанавливать так, чтобы разность на шкале между одним упором и другим определяла полную длину обработки с учетом перебегов резца на каждую длину. Перебег резца при долблении должен быть не менее 40 мм.
Развод упоров обеспечивает полный ход долбяка в пределах технической характеристики.
Развод упоров обеспечивает обработку деталей по всей высоте.
Подвод резца к обрабатываемой детали производится в толчковом режиме кнопкой «Пуск долбяка», при этом переключатель цикла 14 «Работа - наладка» должен находиться в положении «Наладка».
Установка подачи стола
Установка выбранной подачи стола осуществляется поворотом маховичка до положения, при котором необходимая цифра или деление на лимбе, соответствующее нужной величине подачи, устанавливаются против риски указателя.
Стол
Для включения механизма настройки стола на необходимую величину прохода нужно указатель поставить в положение, при котором он показывал бы на шкале размер, соответствующий требуемой величине прохода. Удерживая указатель в установленном положении, закрепить его гайкой. При обработке детали с включенным механизмом указатель поворачивается и, дойдя до положения «0» на шкале, своим скосом воздействует на микровыключатель, который отключает электродвигатель главного движения. Для отключения механизма необходимо освободить указатель при помощи гайки.
Перебег резца при долблении в упор должен быть не менее 35 мм.
При снятии стружки максимального сечения допускается неравномерность хода долбяка, не влияющая на обрабатываемую поверхность.
ПРИ ПОДАЧАХ 1,5-2 ММ НА III И IV СТУПЕНЯХ СКОРОСТИ, МИНИМАЛЬНЫЙ ХОД ДОЛБЯКА УСТАНАВЛИВАТЬ НЕ МЕНЕЕ 250 ММ.
Регулирование станка
В процессе эксплуатации станка возникает необходимость в регулировании отдельных узлов и элементов с целью восстановления их нормальной работы.
Ниже указаны требующие регулирования, узлы и способы регулировки:
- Регулировка клина долбяка
- Регулировка клиньев продольных и поперечных салазок стола
- Регулировка откидки резцовой головки осуществляется гайкой тормозного устройства, а также гайками, непосредственно устанавливающими регулируемый зазор между откидной доской и долбяком;
- По истечении некоторого времени может оказаться необходимым регулирование подшипников качения, для чего требуется немного подтянуть круглые гайки или фланцы, создающие натяг в этих подшипниках;
- Регулировка предохранительной шариковой муфты осуществляется гайкой и контргайкой.
- Регулировка механизмов гидропривода была рассмотрена в разделе «Гидропривод станка»
- Тормозное устройство коробки подач, служащее для предотвращения проворота вала в обратную сторону, регулируется тремя гайками.
ПОРЯДОК УСТАНОВКИ ДОЛБЕЖНОГО СТАНКА 7Д450
Распаковка
При распаковке сначала снимают доски упаковочного ящика, а затем торцовые и боковые доски. Необходимо следить за тем, чтобы не повредить станок распаковочным инструментом.
Транспортирование долбежного станка 7Д450
Транспортирование станка в упакованном и распакованном виде следует производить согласно схемам.

При транспортировании распакованного станка необходимо предохранять отельные выступающие части от повреждения канатом. Для этого в соответствующих местах необходимо устанавливать под канат войлочные прокладки.
Перед установкой станок необходимо тщательно очистить от антикоррозионной покрытий, нанесенных на открытые, закрытые кожухами, щитками, необработанные поверхности станка и во избежание коррозии покрыть тонким слоем масла И 30А ГОСТ 20799.
Очистка сначала производится деревянной лопаткой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными бензином.
Монтаж долбежного станка 7Д450
Станок устанавливается на бетонном фундаменте. При установке станка на фундамент, металлические подушки надо расположить в зоне регулировочных болтов.

Точность работы станка зависит от правильности его установки.
Правильность установки на фундамент выверяется в продольном и поперечном направлениях при помощи уровня, установленного на рабочей поверхности круглого стола. Отклонение не должно превышать 0,04 мм на 1000 мм длины в обоих направлениях. Окончательно выверенный станок подливают цементным раствором, после затвердения которого натягиваю фундаментные болты.
Примечание. При отсутствии у потребителей насоса для откачки масла и эмульсии со станка установочным чертежом предусмотрены два колодца – один для слива масла, а другой для слива эмульсии. Колодцы должны иметь сверху стальную рамку.

ПЕРВОНАЧАЛЬНЫЙ ПУСК ДОЛБЕЖНОГО СТАНКА 7Д450
Подготовка к первоначальному пуску и первоначальный пуск
- Заземлить станок подключением к общей цеховой системе заземления.
- Подключить станок к электросети, проверив соответствие напряжения сети и электрооборудования станка.
- Ознакомившись со значением рукояток управления по рис. 2, следует проверить от руки работу всех механизмов станка.
- Выполнить указания, изложенные в подразделах «Система смазки» и «Электрооборудование», относящиеся к пуску станка.
- После подключения станка к сети необходимо опробовать электродвигатели без включения рабочих органов станка, обратив внимание на работу смазочной системы
- Рукоятку реверса 3 (см рис. 2) поставить в нейтральное положение, включить электродвигатель быстрых перемещений стола и дать ему поработать на холостом ходу не менее одной минуты для заполнения смазкой и опор, расположенных внутри коробки подач.
- Установленный на столе упор для предотвращения опускания долбяка при транспортировании должен быть снят.
ВНИМАНИЕ! ПРИ ОТСУТСТВИИ МАСЛА В МАСОУКАЗАТЕЛЯХ РАБОТА НА СТАНКЕ НЕДОПУСТИМА.
- Убедившись в нормальной работе всех механизмов станка, можно приступить к настройке станка для работы.
Органы настройки механизма подач стола: 1- кнопка, 2 - лимб

ЭЛЕКТРООБОРУДОВАНИЕ ДОЛБЕЖНОГО СТАНКА 7Д450
На станке применяется электрооборудование на напряжение питающей сети 380 В частотой тока 50 Гц, цепь управления, местное освещение - 24В. Установлены три трехфазных короткозамкнутых асинхронных электродвигателя.
В коробке передач установлен микропереключатель механизма отсчета перемещений стола SQ1.
Освещение рабочего места производится светильником, установленным на верхней станине.
Шкаф управления установлен в задней нише станины.
Ввод должен быть осуществлен медным проводом сечением 4мм2, и проводов желто-зеленого цвета для заземления.
На боковой стенке станины установлены следующие органы управления:
- трехфазный автоматический выключатель
- переключатель цепи управления для включения и отключения электродвигателя насоса охлаждения S2;
- сигнальная лампа с линзой белого цвета, показывающая включенное состояние вводного выключателя HL
Смену смазки подшипников электродвигателей при нормальных условиях работы следует производить через 4000 часов работы. При работе электродвигателей в пильной и влажной среде смену - смазки следует производить чаще, по мере необходимости.
Перед заполнением подшипников свежей смазкой их необходимо тщательно промыть бензином. Полость заполняется смазкой на 2/3 объема.
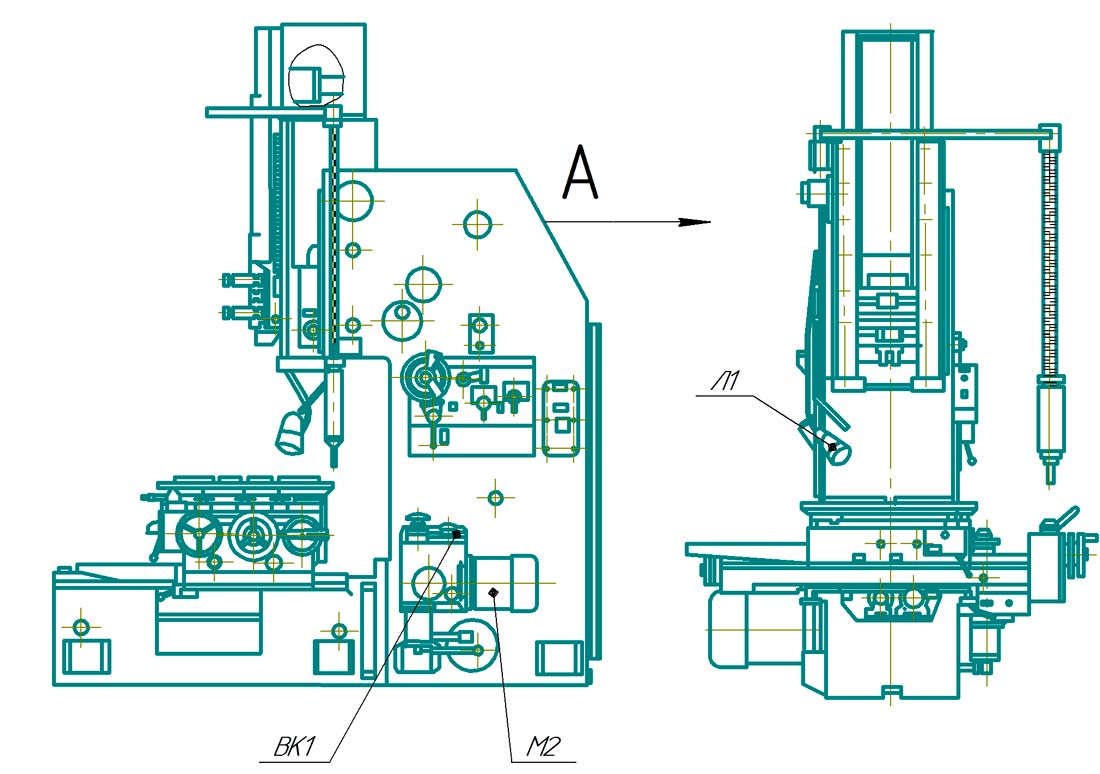
Расположение электрооборудования на станке
Схема электрическая принципиальная долбежного станка 7Д450

Описание работы схемы
Перед началом работы необходимо убедиться, что автомат не включен.
Пуск электродвигателя главного привода M1 осуществляется нажатием кнопки SB3 на пульте управления, которая замыкает цепь катушки магнитного пускателя KM1, переводя его на самопитание.
Остановка электродвигателя главного привода M1 осуществляется нажатием кнопки кнопочной станции SB2.
Управление электродвигателем быстрых перемещений М2 осуществляется нажатием толчковой кнопки SB6, расположенной на подвесной кнопочной станции.
Пуск и останов электронасоса М3 осуществляется при помощи переключателя S2.
Ограничение холостого хода главного привода в схеме осуществляется кнопкой SB4.
Защита электродвигателей главного привода, быстрого перемещения, охлаждения и цепи трансформатора от токов коротких замыканий осуществляется автоматическим выключателем QF1, QF2, QF3.
Защита электродвигателей главного привода и охлаждения от перегрузок осуществляется тепловыми реле РТ1 и РТ2.
Срабатывание теплового реле РТ1 равносильно нажатию кнопки «СТОП» SB1.
Первоначальный пуск
- При первоначальном пуске станка необходимо прежде всего проверить надежность заземления и качество монтажа электрооборудования внешним осмотром. После осмотра на клеммных наборах в шкафу управления отключить провода питания всех электродвигателей.
- При помощи вводного автомата QF1 станок подключить к цеховой сети.
- Проверить действие блокирующих и сигнализирующих устройств шкафа.
- При помощи кнопок и переключателей станка проверить четкость срабатывания магнитных пускателей и реле.
Стандартная комплектация 7Д450
- Станок в сборе
- Руководство по эксплуатации;
- Технический паспорт;
- Декларация соответствия требованиям ТР ТС
гд500,
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?



