
Трубогибочная машина ИВ3429М с дорном




















Назначение трубогибочной машины ИВ3429М с дорном
- Машина трубогибочная ИВ3429М предназначена для холодной гибки труб диаметром до 76 мм методом наматывания изгибаемой трубы на гибочный ролик. Для предотвращения образования овальности трубы, внутри ее, в зоне гибки помещается оправка (дорн). Можно производить гибку без оправки, если не предъявляются высокие требования к форме сечения трубы на изогнутом участке.
- При изготовлении трубогибов с дорном применяются комплектующие, металлы и литье исключительно Российского производства.
- Станины трубогибочных машин отлиты из высококачественного чугуна марки СЧ-20 с широкими стенками и усиленными ребрами жесткости, обеспечивающими высокую жесткость конструкции станка и эффективность применения трубогибочной машины при дорновой гибки труб как крупными, так и мелкими партиями.
- Стандартный̆ инструмент состоит из гибочного ролика 3/4, 2-х прижимных губок, дорна.
- Трубогиб электромеханический модели ИВ3429М может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства.
- Возможно изготовление трубогибочной машины с увеличенным расстоянием от оси центра гибочного инструмента до места крепления конца оправки до 6 000 мм.
- Изготовление технологической оснастки по индивидуальному заказу возможно, как в процессе изготовления трубогибочной машины, так и в дальнейшем после запуска трубогибочной машины в эксплуатацию.
- Простота конструкции и высокая надежность редуктора обеспечивают длительный срок службы, не менее 10 лет, при условии соблюдения потребителем правил транспортирования, хранения и эксплуатации.
Базовое климатическое исполнение УХЛ категория размещения 4 по ГОСТ 15150.
Основные особенности
- Трубогибочная машина ИВ3429М обладает небольшой стоимостью, простой и надёжной схемой управления.
- Наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
- Дорн применяется для предотвращения образования овальностей̆ и гофров. При гибке с оправкой (дорном) овальность трубы на изогнутом участке составляет не более 5%.
- Возможность выбора системы управления:
Продвинутая версия «П-25», на базе ПЛК и сенсорной панели оператора.
Частотный преобразователь электродвигателя привода и энкодер в системе управления обеспечивают точность угла гиба +- 1°, а также регулировку скорости гибки.
Более бюджетная версия «П-24», на базе ПЛК с кнопочным управлением и электронной индикацией угла гиба, обеспечивает точность+- 3°.
Обе системы поддерживают работу в ручном и полуавтоматическом режиме, реализована возможность создания до 100 программ гибки, с заданием количества последовательных гибов, настройки угла гиба и пружинения
Благодаря широкому диапазону возможностей гибки труб, высокому качеству получаемых изделий и надежности серийного производства станок не имеет аналогов на рынке.
Технические характеристики ИВ3429М
| Максимальная толщина стенки изгибаемой трубы, мм | 5 |
| Диаметр изгибаемой трубы с пределом текучести σт=250 МПа (25 кгс/мм2): | |
| - Наибольший диаметр изгибаемой трубы, мм | 76 |
| - Наименьший диаметр изгибаемой трубы, мм | 25 |
| Наибольший внутренний радиус гибочного инструмента, мм | |
| - стандартное исполнение | 320 |
| - по индивидуальному заказу | до 500 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D/2,0D |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | 2,5 |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | |
| - стандартное исполнение | 3000 |
| - по индивидуальному заказу | до 6000 |
| Напряжение силовой цепи, В | 380 |
| Мощность электродвигателя, кВт | 7,6 |
| Номинальная частота вращения электродвигателя, об/мин | 1000 |
| Высота оси гиба над уровнем пола, мм | 970 |
| Габаритные размеры машины, мм | |
| - слева-направо | 3700 |
| - спереди-назад | 1250 |
| - высота | 1250 |
| Масса, кг | 1200 |
| Транспортные габариты (высота/ширина/длина) (мм) | 1300/1000/1800 |
| Технические изменения, существенно не влияющие на характеристики машины, завод-изготовитель оставляет за собой |
УСТРОЙСТВО И РАБОТА МАШИНЫ ТРУБОГИБОЧНОЙ ИВ3429М И ЕЕ СОСТАВНЫХ ЧАСТЕЙ

| Поз. | Наименование |
| 1 | Станина |
| 2 | Редуктор |
| 3 | Привод |
| 4 | Балка |
| 5 | Механизм поджима |
| 6 | Механизм выдергивания дорна |
| 7 | Штанга разметочная |
| 8 | Электрооборудование |
| 9 | Шкаф управления |
| 10 | Пульт управления |
| 11 | Инструмент |
Принцип работы машины трубогибочной ИВ3429М
Гибка труб на машине производится методом наматывания изгибаемой трубы на гибочный ролик. Труба помещается в ручей гибочного ролика и закрепляется в нем с помощью эксцентрика. Призматической колодкой труба в процессе гибки прижимается к гибочному ролику. Приводимый во вращательное движение гибочный ролик увлекает за собой трубу, которая, находясь в ручье между гибочным роликом и колодкой, стаскивается с дорна и изгибается. Дорн применяется для предотвращения образования овальности и гофров. Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.

1 – электродвигатель; 2 – шкив; 3 – шкив; 4 –подшипник; 5 – колесо червячное; 6 – подшипник; 7 – червяк; 12 – ползушки; 13 – винт; 14 – колодка призматическая; 15 – рукоятка штанги разметочной; 16 – упор; 17 – дорн; 18 – ролик гибочный; 19 – подшипник; 20 – шестерня; 21 – шестерня; 22 – рычаг выдергивания дорна; 23 – тяга дорна; 24 – тяга; 25 – серьга; 26 – ремень клиновой
Крутящий момент от электродвигателя 1 с помощью клиноременной передачи через шкивы 2, 3, червячную пару 5, 7 и цилиндрическую зубчатую открытую передачу 21, 20 передается на гибочный ролик 18, жестко связанный с шестерней 20.
Перемещением ползушки 12 балка настраивается на требуемый радиус гибки. Винтом 13 призматическая колодка 14 прижимается к трубе. Рукояткой 15 поднимаются и опускаются передвижные упоры 16 разметочной штанги. Рычагом 22 через тягу 24, серьгу 25, тягу 23 выдергивается из зоны защемления в трубе дорн 17. Рычаг 22 необходимо включать до упора после каждой гибки.
Особенности конструкции машины трубогибочной ИВ3429М
Редуктор
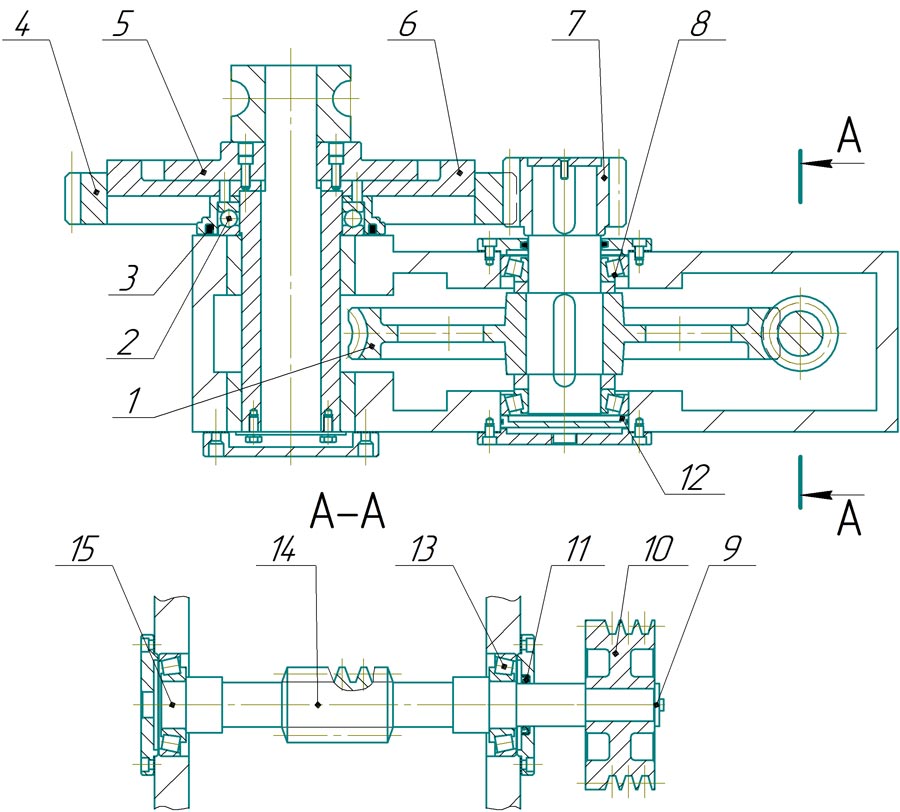
1 – колесо червячное; 2 – подшипник; 3 – уплотнение; 4 – шестерня; 5 – шпонка; 6 – диск поворотный; 7 – шестерня; 8 – подшипник; 9 – планка; 10 – шкив; 11 – манжета; 12 – кольцо; 13 – подшипник; 14 – червяк; 15 – флажок
Редуктор, состоящий из червячной пары 14, 1 и цилиндрической зубчатой пары 7, 4, установлен на станине, представляющей собой сварную раму, закрытую с боков съёмным крышками. На поворотном диске 6, жёстко связанном шестернёй 4, закреплены 2 шпонки 5, через которые передаётся крутящий момент гибочному ролику.
Съёмный шкив 10 клиноременной передачи соединяется с червяком 14 при помощи планки 9, выполняющей роль шпонки и срезного предохранителя от перегрузок по крутящему моменту.
Установленный на машине частотный привод обеспечивает частоту вращения поворотного диска от 2,5 min-1 до 5,8 min-1.
Балка, установленная в сварном кронштейне, закреплённом на верхней плоскости редуктора, может поворачиваться вокруг цапфы и имеет поперечное перемещение. На балке установлены: имеющая продольное перемещение призматическая колодка поджима трубы, система рычагов и тяг выдёргивания дорна и штанги с откидными упорами. Для удобства транспортирования балка, штанга и тяги выполнены разъёмными. Приводной электродвигатель подвешен на подмоторной плите, шарнирно соединённой с корпусом редуктора. Натяжение клиновых ремней осуществляется при помощи гаек.
СИСТЕМА СМАЗКИ
Описание работы системы смазки
Смазка редуктора машины картерная разбрызгиванием. В редуктор залейте масло индустриальное через заливное отверстие в верхней части редуктора, в объёме около 20 дм3. Уровень масла должен быть не ниже середины маслоуказателя, установленного на передней стенке корпуса. Смену масла производите через шесть месяцев, доливайте по степени необходимости.
Втулка и подшипник смазываются смазкой согласно ТО через пресс-масленку, установленную на задней стенке редуктора.
Перечень применяемых смазочных материалов
- Масло И-40А ГОСТ 20799-88
- ЦИАТИМ-203 ГОСТ-8773-73
Карта смазки

| № | Объект смазки | Смазочный материал | Способ смазки | Периодичность смазки |
| 1 | Зубчатая передача | ЦИАТИМ 203 | Вручную | 1 раз в неделю |
| 2 | Редуктор | И-40А | 1 раз в 6 месяцев | |
| 3 | Винтовая пара | ЦИАТИМ 203 | 1 раз в смену | |
| 4 | Подшипник и втулка зуб.колеса | Шприцем | 1 раз в неделю | |
| 5 | Колодка призматическая | Вручную | 1 раз в смену | |
| 6 | Ползушка | |||
|
7 |
Подшипник эл.двигателя | Шприцем | 1 раз в 6 месяцев |
ПОРЯДОК УСТАНОВКИ
Зачаливайте распакованную машину для подъёма за две цапфы на раме и крюк на кронштейне балки.
Машину установите на фундамент. Глубина заложения фундамента Н выполняется в зависимости от грунта, но не менее 300 мм.
Антикоррозийные покрытия, нанесённые на открытые, а также закрытые кожухами обработанные поверхности, снимите неметаллическим скребком, затем обтирочным материалом, смоченным жидкостью, растворяющей минеральные масла (бензин, уайт-спирит или другие). Очищенные места во избежание коррозии покройте тонким слоем индустриального масла.
Проверить и подтянуть все резьбовые соединения.
Заземлите машину через специальные болты (винты) на станине и корпусе электрошкафа согласно действующим правилам устройства электроустановок.
Подводку сети к электрошкафу выполните в металлической трубе проводом сечением не менее 2,5 мм2.
Залейте масло в редуктор в количестве 20 дм3 . После установки демонтированных на период транспортировки частей опробуйте работу машины на холостом ходу.
Фундамент

А – место подвода электросети; Н – глубина заложения, не менее 300 мм.
ТРАНСПОРТИРОВКА ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3429М
Транспортировку распакованного машины производить согласно схеме зачаливания.
Схема зачаливания

ПОРЯДОК РАБОТЫ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3429М
Настройка машины
- Установить гибочный ролик, соответствующий диаметру трубы.
- Перемещением ползушки, установить балку в положение, соответствующему радиусу гибки, т.е. в положение, когда труба прижата призматической колодкой к ручью гибочного ролика, а балка располагается параллельно оси машины. Ползушку закрепить болтами.
- Установить соответствующий дорн так, чтобы начало скругления головки дорна совпало с началом гибки трубы.
- Расставить упоры разметочной штанги на требуемые расстояния от оси гибочного ролика.
- Установить на пульте управления требуемые углы с учетом пружинения трубы.
- Одеть трубу на дорн до упора. Зажать трубу с помощью винта механизма зажима.
- Поджать трубу колодкой при помощи винта, не допуская пережима.
- Включить кнопкой на пульте рабочий ход машины, при достижении заданного угла машина автоматически останавливается.
- Отвести колодку от трубы, выдернуть дорн из зоны зажима.
- Отжать трубу и передвинуть трубу для следующего гиба или снять ее при единичном гибе. При гибке труб большого диаметра перед ослаблением винта механизма зажима трубы рекомендуется кратковременное включение (толчок) обратного хода машины, что снизит усилие необходимое для отвертывания винта механизма зажима.
- Включить обратный ход машины, гибочный ролик остановится в исходном положении.
- После каждого гиба рычаг 22 включать до упора.
При появлении большой овальности и гофр на изогнутом участке дорн необходимо выдвинуть вперед. При правильной настройке овальность трубы () в изогнутой зоне не должна превышать 6%.
При отклонении по углу гиба произвести корректировку угла на пульте управления.
Инструмент
При изготовлении инструмента для гибки других размеров
- диаметр дорна должен быть на 1,0…2,0 мм меньше внутреннего диаметра трубы;
- длина цилиндрической части дорна должна быть равной 2,5…4,5 диаметра дорна;
- радиус ручья гибочного ролика и зажимной трубы должен быть больше радиуса трубы на 0,15…0,6 мм.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Система технического обслуживания определяет порядок, содержание и периодичность осмотра и обслуживания машины в процессе эксплуатации.
К проведению ТО допускаются только следующие сотрудники:
- прошедшие обучение эксплуатации оборудования.
- прошедшие инструктаж по технике безопасности.
Предусматриваются следующие виды технического обслуживания:
ТО – 1 – ежедневное; ТО – 2 – ежемесячное; ТО – 3 – ежегодное;
Работы, предусмотренные ТО – 1 – ТО – 3 охватывают проверку и обслуживание основных механизмов, определяющих надежность работы ножниц, выполнять в соответствие с ГОСТ 18322-76
СТРОГОЕ ВЫПОЛНЕНИЕ ЭТИХ РАБОТ ЯВЛЯЕТСЯ ОБЯЗАТЕЛЬНЫМ
ТО – 1 (проводится ежедневно).
Перед началом работы проверить и убедиться в исправности всех узлов машины и правильности из взаимодействия:
- Провести проверку всех узлов, требующих смазки на предмет наличия смазочного материала в нужном количестве (в случае необходимости произвести внеплановую смазку узла)
- Произвести смазку всех точек машины согласно схеме смазки в соответствии с указанной периодичностью.
- Проверить работу сигнальных ламп.
- Проверить надежность и сохранность заземления машины.
- Провести проверку затяжки болтовых и гаечных соединений.
- Визуальный осмотр всех узлов станка
В случае выявления неисправностей (не затянутые элементы, повреждение механизмов, повреждение внешнего вида, пр.) эксплуатация оборудования запрещена, до выявления причины и полного устранения неисправности.
По окончанию работ, необходимо тщательно убрать все рабочие узлы станка, близлежащею территорию (в радиусе 1 метр).
ТО – 2 (проводится один раз в месяц)
- Проверить и при необходимости подтянуть крепления всех узлов машины, защитных кожухов, а также гайки фундаментных болтов.
- Проверить натяжение клиновых ремней. Стрела прогиба ремня под нагрузкой 80Н не должна превышать 10 мм. При выходе из строя одного ремня необходимо менять весь комплект. Комплектовать новые ремни с бывшими в употреблении недопустимо.
- Проверить характеристики машины (на точность по ГОСТ 15961—80).
- Проверить пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов.
- Отключить питание станка, протянуть все детали электрошкафа.
ТО – 3 (проводится один раз в год)
- Проверить характеристики машины (на точность по ГОСТ 15961—80), при необходимости регулировать.
- Продуть сжатым воздухом электродвигатель, пульт управления, электрошкаф.
- Проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации машины, начиная с ее пуска в эксплуатацию, необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание с указанием: даты обслуживания, ответственного, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания, является грубым нарушением, правил эксплуатации.
Отсутствие смазочного материала в узлах оборудования, указанных в карте смазки, является основанием для прекращения гарантийных обязательств.
При загрузке машины более чем в одну смену необходимо сократить периоды смазки кратно количеству рабочих смен (две смены - в два раза; три смены - в три раза).
Работы, предусмотренные ТО – 1 - ТО – 3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
При проведении различных ТО необходимо строго соблюдать указания по мерам безопасности, изложенные в предыдущих разделах.
ЭЛЕКТРООБОРУДОВАНИЕ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3429М
Общие сведения
Электросхема машины трубогибочной состоит из следующих цепей
- силовая цепь переменного тока напряжением 380В.
- цепи управления напряжением 24В.
Защита
Защита электрооборудования машины от токов короткого замыкания осуществляется однополюсными автоматическими выключателями.
Защита от перегрузки осуществляется автоматом и частотным приводом.
Сигнализация
Лампа, плафон белого цвета – сигнализирует о наличии напряжения в сети.
Указание по технике безопасности и по обслуживанию электрооборудования
Перед включением электросхемы в работу необходимо произвести внешний осмотр всего электрооборудования и заземления.
ПРИ ОСМОТРЕ И РЕМОНТЕ ЭЛЕКТРОАППАРАТУРЫ ВВОДНОЙ АВТОМАТ ДОЛЖЕН БЫТЬ ОТКЛЮЧЕН!
Обслуживание электрооборудования машины осуществляется в соответствии с «Правилами…» и заводскими графиками ежегодного производится
- испытание изоляции электрооборудования и коммуникационной проводки
- испытание защитного заземления машины.
- осмотры, текущие и капитальные ремонты электрооборудования и защитного заземления.
Эксплуатационное обслуживание электрооборудования машины производится квалифицированным электротехническим персоналом предприятия.
Система управления машиной версии П-25 построена на базе ПЛК и сенсорной панели оператора

- Система управления машиной версии П-25 построена на базе ПЛК и сенсорной панели оператора обеспечивает возможность сохранения до 100 программ гибки.

- Частотный преобразователь электродвигателя привода и энкодер в системе управления обеспечивают точность угла гиба +- 1°.
- Предусмотрено два режима работы, ручной и полуавтоматический. Ручной режим может использоваться при гибке по шаблону. Полуавтоматический режим удобен при большом количестве одинаковых отработанных гибов (при отлаженных установках).

- Реализована возможность задания угла гиба, задание угла пружинения, задание количества последовательных гибов и их угла.
- Встроенный в систему управления калькулятор, поможет рассчитать угол пружинения с учетом размера, материала, радиуса и угла гиба трубы.

- Плавная регулировка скорости гиба, позволит настроить оптимальный режим работы.
- Предусмотрено отображение статистики работы машины.

ив3429п видео, трубогиб ив3429 цена ив 3429 б/у трубогиб б.у купить недорого тг 1. паспорт на ИВ 3429, Дорновый трубогиб ИВ-3429 видео работа на трубогибочном станке с мех приводом модель ив3429м видео ИВ 3429 страна производитель. ИВ3429 характеристики, ив-3429 б/у трубогиб ив3429 А Станок трубогибочный ИВ 3429 производители. ИВ-3429 завод, 3429 ив3429 б/у трубогибочный станок ив 3429 руководство. трубогиб ив3429, ив 3429 трубогиб эл.схема Машина трубогибочная ИВ (ИВ) 3429 инструкция трубогиб ив3429 в оренбурге. Трубогибочный станок ИВ3428, Трубогибочная машина ИВ 3429 цена завод изготовитель трубогиба МВ-3429 ИВ3429. станок трубогибочн.ИВ3429, ИВ-3429 ИВ 3429 Вологда ИВ3429 паспорт. паспорт ив3429, Трубогиб ИВ-3429 ив 3429 паспорт бесплатно скачать паспорт на трубогиб ив-3429. трубогибочный станок ив3430 завод изготовитель, паспорт на станок трубогибочный 050 паспорт ив3430 ИВ 3429 бу цена. трубогибочная ИВ 3429, eve станка трубогибочный станок ив3429 Машина трубогибочная с механическим приводом ф60 с эл.приводом 7,5кВт характеристики. электросхема трубогибочного станка ив 3429, дорновый трубогибочный станок с электроприводом ИВ 3430А,цена трубогиб дорновой электро ив 3429 цена станок трубогибочный 273. купить трубогибочные машину б у 3429, купить ролик 50'8 для ив3429 трубогиба Трубогиб ИВ 3430А паспорт насиройка ив3429 ярославль. работа ИВ 3429, станок трубогибочный ИВ3429 где купить трубогиб с дорном ив3429 ИВ3429 б/у КУПИТЬ. ИВ3429 п, паспорт ив 3429 инструкция на трубогиб ИВ-3429 применяемая смазка для трубогиба ив 3429. Трубогибочный станок ИВ3429М, ив 3429 цена Скачать бесплатно паспорт на Трубогибочный станок ИВ 3429 трубогиб ИВ 3429 с доп компл. ИВ 3429П, ИВ 3429 трубогиб купить б/у ИВ 3429 трубогибочные станки саранинский ИВ3429М как программировать. Модель ИВ 3429 цена, паспорт станка ив 3429 трубогиб ив3429 показать инструкцию по эксплуатации курсовая на тему машина ИВ3429. ив3429м, трубогиб 3429 ив3429 цена Трубогиб ИВ 3429 Паспорт. трубогибочный станок ив 3429, скачать паспорт ив3429
Стандартная комплектация ИВ3429М
- Машина трубогибочная
- Система управления версии П-24
- Оснастка для гибки трубы 3/4 дюйма
- Руководство по эксплуатации
- Декларация соответствия ТР ТС
Дополнительные опции ИВ3429М
- Оснастка (ролик, зажимная губка, дорн) по индивидуальному заказу клиента
- Увеличение расстояния от оси центра гибочного инструмента до места крепления конца оправки
- Увеличение наибольшего внутреннего радиуса гибочного инструмента до 400 мм по оси трубы
- Система управления П-25
Дополнительные опции ИВ3429М |
Цена pуб с НДС 20% |
|---|---|
Коммерческое предложение
Видеообзор
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?



