
Вальцы трехвалковые листогибочные ИБ2220







")
")







")
")
Назначение вальцев трёхвалковых листогибочных ИБ2220
- Машина листогибочная трёхвалковая ИБ2220 исп. 2 предназначена для гибки цилиндрических обечаек из листового металла максимальным размером 2000х10 мм с пределом текучести σт=250 МПа (25 кгс/мм. кв.) в холодном состоянии.
- На машине допускается гибка конических обечаек из листового металла при их комплектовании соответствующим приспособлением.
- С целью расширения технологических возможностей машины могут комплектоваться инструментом для гибки уголков, полос, квадратов, труб, швеллеров.
- Для удобства эксплуатации, машина может комплектоваться средствами механизации: стол передний, механизм съема изделия, стол приемный, механизм поддержки обечайки.
- Машина листогибочная трёхвалковая изготовлена по ТУ3828-002-66656357-2021.
- Базовое климатическое исполнение УХЛ категория размещения 4 по ГОСТ 15150.
Особенности машины
- Машины листогибочные трехвалковые данной конструкции отличаются прочностью, экономичностью и универсальностью.
- Серия трёхвалковых листогибочных машин модели ИБ является самой точной среди класса машин с тремя валками. Конструкция станины представляет собой цельное сварное основание, на котором смонтированы вертикальные стойки из листового материала, что обеспечивает достаточную жесткость и точности машины.
- Уникальной особенностью трёхвалковой листогибочной машины модели ИБ2220 исп. 2 является конструктив перемещения боковых валков, который реализует их перемещение по радиусной траектории одновременно в горизонтальной и вертикальной плоскостях, что обеспечивает плавное формирование контура обечайки и качественную подгибку края заготовки.
- Перемещение боковых валков с индивидуальным приводом от электродвигателей через редукторы, в схеме управления реализована возможность отдельной регулировки положения переднего и заднего валка, что обеспечивает возможность подгибки края заготовки.
- Вращение боковых валков синхронно и обеспечивается шестеренчатой передачей.
- Верхний валок является опорным, вращение валка свободно и не имеет привода.
- Откидная опора верхнего валка с электромеханическим приводом обеспечивает его надежную фиксацию даже при максимальных нагрузках.
- Частотный преобразователь электродвигателя привода вращения боковых валков, обеспечивает плавную регулировку скорости проката заготовки в широком диапазоне.
Технические характеристики ИБ2220
| Наибольшая толщина изгибаемого листа из материала с пределом текучести σт=250 МПа (25 кгс/мм2): | |
| - при гибке, мм | 10 |
| - при подгибке, мм | 8 |
| Ширина листа, мм | 2000 |
| Наименьший радиус гибки, мм | 180 |
| Скорость проката регулируемая плавно, м/мин | 2,9 ... 9.3 |
| Диаметр верхнего валка, мм | 215 |
| Диаметр бокового валка, мм | 195 |
| Мощность главного электродвигателя, кВт | 7.5 |
| Мощность электродвигателя привода регулировки валков, кВт | 3.0 х 2 |
| Мощность электродвигателя привода откидной опоры, кВт | 1.1 |
| Габаритные размеры: | |
| - слева-направо, мм | 4140 |
| - спереди-назад, мм | 1350 |
| - высота над уровнем пола, мм | 1570 |
| Масса машины без средств механизации, кг | 4800 |
УСТРОЙСТВО, РАБОТА ТРЕХВАЛКОВОЙ ЛИСТОГИБОЧНОЙ МАШИНЫ ИБ2220 исп. 2 И ЕЁ СОСТАВНЫХ ЧАСТЕЙ
Общий вид листогибочной машины ИБ2220 исп. 2 без средств механизации

Общий вид машины листогибочной трехвалковой со средствами механизации, приспособление для гибки конических обечаек (без механизма съема изделий)

Общий вид машины листогибочной трехвалковой ИБ2220 исп. 2 с механизмом съема изделий

Общий вид ИБ2220 исп. 2 с обозначением составных частей

Принцип работы трехвалковой листогибочной машины ИБ 2220 исп. 2 заключается в свободной гибке листа, помещенным между верхним (8) и боковыми (9) валками. Перемещая боковые валки вверх, прогибают лист, вследствие чего участок листа под верхним валком получает пластическую деформацию изгиба. При вращении боковых валков за счет сил трения между валками и изгибаемым листом, последний движется в направлении вращения валков.
Различная установка боковых валков по отношению к верхнему валку обеспечивает изменение радиуса гибки. Гибка листа производится за несколько последовательных прокатов. Конструктивная схема машин предусматривает установку боковых валков на поворотных рычагах, что позволяет производить подгибку кромок листа с одной его установки.
Правая опора верхнего валка размещена на правой стойке, а левая поддерживается откидной опорой (3), при откидывании которой можно снять готовое изделие. Механизм регулировки боковых валков (6) и механизм наклона откидной опоры (7) имеют индивидуальные приводы. Главный привод (5), привод регулировки боковых валков (6), стойки (2) смонтированы на основании. Управление машиной кнопочное, осуществляется с общего пульта управления (1).
Трехвалковая листогибочная машина может быть оснащена: приспособлением для гибки конических обечаек (4), инструментом для гибки сортового проката (11), механизмом поддержки обечайки (12) и механизмом съема изделия (13).
Схема кинематическая листогибочной машины ИБ2220 исп. 2
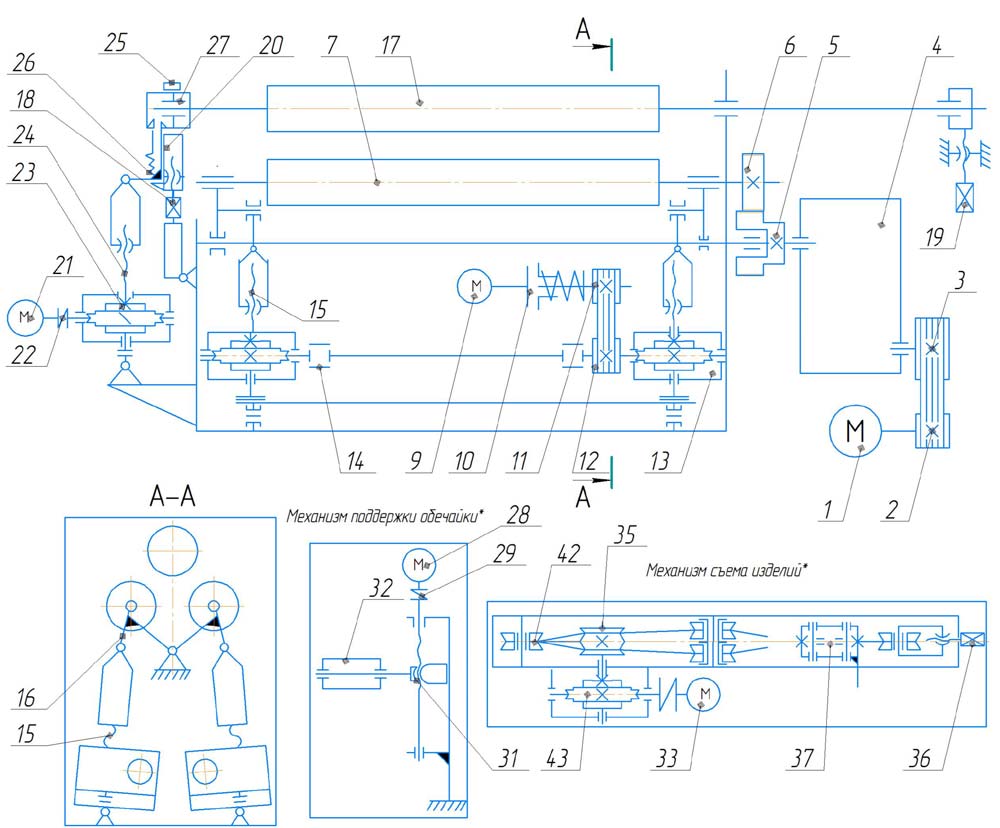
Электродвигатель 1 главного привода через клиноременную передачу 2-3, редуктор 4, зубчатое зацепление 5-6 передает движение боковым валкам 7, установленным в поворотных рычагах 16. Каждый боковой валок имеет индивидуальный привод. Защита от перегрузок осуществляется фрикционными муфтами 10.
Привод откидной опоры 20 осуществляется от отдельного электродвигателя 21, через муфту 22, редуктор 23 и винтовую пару 24. В вертикальном положении опора закрепляется фиксаторами 25.
Привод поддерживающего ролика 32 механизма поддержки обечайки осуществляется мотор-редуктор и винтовую пару 31.
Каретка 37 механизма съема приводится в движение электродвигателем 33, через редуктор 43. Канат через блоки 42 натягивается винтом 36.
Перечень к кинематической схеме листогибочной машины ИБ2220 исп. 2
|
Поз. |
Наименование |
Кол-во |
Примечание |
|
1 |
Электродвигатель |
1 |
привод вращения валков, см. табличку* |
|
2 |
Шкив |
1 |
140 |
|
3 |
Шкив |
1 |
265 |
|
4 |
Редуктор |
1 |
Ц2У 250-31.5-21 |
|
5 |
Шестерня |
1 |
m=12; z=24 |
|
6 |
Шестерня |
2 |
m=12; z=24 |
|
7 |
Валок боковой |
2 |
19510% |
|
9 |
Электродвигатель |
2 |
привод регулировки боковых валков, см. табличку* |
|
10 |
Муфта |
2 |
* |
|
11 |
Шкив |
2 |
140 |
|
12 |
Шкив |
2 |
140 |
|
13 |
Редуктор |
4 |
2Ч-80-31,5-56-4-1 |
|
14 |
Муфта |
2 |
* |
|
15 |
Винтовая пара |
4 |
Тr40х6 |
|
16 |
Рычаг |
4 |
* |
|
17 |
Валок верхний |
1 |
22510% |
|
18 |
Винт |
1 |
Тr40х6 |
|
19 |
Винт |
1 |
М20х2 |
|
20 |
Откидная опора |
1 |
ИБ2220-14-001 |
|
21 |
Электродвигатель |
1 |
привод откидной опоры, см. табличку* |
|
22 |
Муфта |
1 |
* |
|
23 |
Мотор-редуктор |
1 |
NMRW 063-92-1.1 |
|
24 |
Винтовая пара |
1 |
Tr32х6 |
|
25 |
Фиксатор |
1 |
* |
|
26 |
Пружина |
1 |
* |
|
27 |
Стакан |
1 |
* |
|
28 |
Электродвигатель** |
1 |
привод поддерживателя, см. табличку* |
|
29 |
Муфта** |
1 |
* |
|
31 |
Винтовая пара** |
1 |
Тr32x6 |
|
32 |
Ролик ** |
1 |
* |
|
33 |
Электродвигатель** |
1 |
привод механизма съема изделий, см. табличку* |
|
35 |
Барабан** |
1 |
170 |
|
36 |
Винтовая пара** |
1 |
Тr32x6 |
|
37 |
Каретка** |
1 |
* |
|
42 |
Блок** |
2 |
* |
|
43 |
Редуктор** |
1 |
2Ч-80-52-2-24 УХЛ4 |
* - Параметры и размеры элементов схемы кинематической, и их количество могут меняться заводом-изготовителем с целью усовершенствования конструкции узлов.
** - Доп. оборудование. Не включено в стандартную комплектацию.
Работа основных составных частей машины листогибочной машины ИБ2220 исп. 2
Стойки
Стойки сварные, выполнены из листовой стали. Имеют базовые отверстия под центральную ось, подшипник верхнего валка. Между собой стойки соединены стяжками. Ввиду простоты конструкции рисунки не приводятся.
Откидная зона листогибочной машины ИБ2220 исп. 2
При гибке конической обечайки левая опора верхнего валка перемещается по направляющим стойки вниз винтом с трапецеидальной резьбой. Контроль перемещения опоры относительно стойки – по линейке. Ввиду простоты конструкции рисунок не приводится.
Привод регулировки боковых валков листогибочной машины ИБ2220 исп. 2
Привод регулировки боковых валков 4 смонтирован на двух балках 2, шарнирно соединенных со стойками для машин. Быстроходные валы редукторов 1 соединены карданным валом 3. Малые тихоходные валы редукторов вращают ходовые винты 6, гайки 7 которые запрессованы в стаканы 8.
Поворотные рычаги соединяются со стойками осями 13. Ходовые винты опираются на упорные подшипники 9 установленные под редукторами. Защита привода от перегрузок осуществляется предохранительной муфтой 5. Муфта должна срабатывать в интервале мощности электродвигателя (1,1…1,3) расчетной.
Регулировка и настройка производится гайками 10. Одновременное поджатие боковых валков к верхнему не допускается.
Механизм наклона откидной опоры листогибочной машины ИБ2220 исп. 2

Откидывание левой опоры верхнего валка производится выводом фиксатора 11 из проточки стакана 12. Привод опоры осуществляется от мотор-редуктора 1 и передачу винт – гайка 3. Крайнее положение откидной опоры контролируется конечным выключателем 6, с помощью планки, с упором 10.
Привод регулировки боковых валков листогибочной машины ИБ2220 исп. 2

Валок верхний листогибочной машины ИБ2220 исп. 2

Верхний валок 1 вращается в сферических подшипниках 2. На правой цапфе валка установлен корпус 3, соединенный с тягой 4. Тяга крепится к тумбе главного привода. При гибке конической обечайки верхний валок устанавливают в наклонное положение вращением тяги. Против часовой стрелки.
Валки боковые листогибочной машины ИБ2220 исп. 2

Валки боковые 2 устанавливаются в рычагах 1, которые поворачиваются вокруг центральной оси 3. На консолях валков устанавливаются зубчатые колеса 4, входящие в зацепление с шестерней 5 главного привода.
Контроль положения валков производится по сегментным линейкам, расположенным на стойках.
Виду просты конструкции остальных составных частей машины, описание их не прилагается.
Стол передний листогибочной машины ИБ2220 исп. 2

Стол передний – неприводной. На его верхнюю плоскость укладывается лист перед подачей в рабочую зону машины.
Стол приемный листогибочной машины ИБ2220 исп. 2

Обечайка сталкивается на стол приемный, откуда краном подается на постоянное место складирования.
СИСТЕМА СМАЗКИ ИБ2220 исп. 2
Объект смазки и точки смазки показаны в карте смазки.
Перечень к карте смазки приведен в таблице.
Смазка машины обеспечивается следующим способами:
- шприцем через масленку;
- набивкой в корпус редукторов.
Перед первоначальным пуском машины необходимо заправить редукторы смазочным материалом согласно табл.
Ввиду простоты конструкции смазочной системы перечень возможных нарушений ее работы не приводится.
Подшипники качения смазывать не реже одного раза в год.
Карта смазки листогибочной машины ИБ2220 исп. 2

|
№ |
Объект смазки |
Смазочный материал |
Способ смазки |
Периодичность смазки |
|
1 |
Шестерни главного привода |
Пресс солидол |
Ручной |
Один раз в смену |
|
2 |
Гайки ходовых винтов |
|||
|
3 |
Ось рычагов |
|||
|
4 |
Ось откидной опоры |
Шприцевой |
2 раза в месяц |
|
|
5 |
Оси стаканов |
|||
|
6 |
Фиксатор |
|||
|
8 |
Ось ролика |
|||
|
9 |
Гайка ходового винта |
|||
|
10 |
Редуктор Ч-160 |
ТСП-15 |
Ручной |
3 года |
|
11 |
Редуктор 2Ч-80 |
|||
|
12 |
Мотор-редуктор NMRW 063-92-1.1 |
ПОРЯДОК УСТАНОВКИ ИБ2220 исп. 2
Транспортирование листогибочной машины ИБ2220 исп. 2
Транспортировать машину тросами – зачаливанием за верхний валок в местах меньшего диаметра. Бочка верхнего валка ограничивает перемещение тросов и обеспечивает надежность их фиксированного положения. Тросы по длине могут быть равные (с целью размещения центра тяжести на одной оси с крюком), что обеспечивает устойчивое положение машины в горизонтальной плоскости (∆L=0). Упакованные машины зачаливают за нижний брус в местах указанных на упаковке
Расконсервация листогибочной машины ИБ2220 исп. 2
Перед установкой машины на фундамент необходимо тщательно очистить машину от антикоррозийных покрытий, и покрыть валки тонким слоем масла «И-50А» во избежание коррозии. Очистку производить сначала деревянной лопаточкой, а остатки смазки с наружных поверхностей удалить чистыми салфетками, смоченными бензином или бензин – растворителем.
Установка листогибочной машины ИБ2220 исп. 2
Машина, электрошкаф, стол передний, стол приемный устанавливаются на фундамент.
ВНИМАНИЕ! Крепежные элементы заводом-изготовителем не поставляются и приобретаются заказчиком самостоятельно.
Перечень крепежных элементов
|
Оборудование |
Наименование |
Кол-во |
|
Машина листогибочная |
Болт фундаментный изогнутый 1.2.М20x400 ГОСТ 24379.1-2012 |
8 |
|
Стол приемный |
Болт фундаментный изогнутый 1.2.М20x400 ГОСТ 24379.1-2012 |
4 |
|
Стол передний |
Болт фундаментный изогнутый 1.2.М20x400 ГОСТ 24379.1-2012 |
4 |
|
Электрошкаф управления выносной |
Болт фундаментный прямой 2.1.М10х 330.09Г2С-6 ГОСТ 24379.1-2012 |
4 |
Точность работы машины зависит от правильности ее установки. Машину установить на фундамент и выверить в двух плоскостях при помощи уровней, установленных на поверхности в левой и правой его частях. Отклонение не должно превышать 0,5/1000 мм.
После установки машины на фундамент проверить нормы точности. При необходимости выставить параллельность валков.
Порядок регулировки параллельности:
- рассоединить зубчатую муфту привода регулировки боковых валков. Параллельность регулируется вращением полумуфты (вручную).
- собрать муфту.
- выставить верхний валок параллельно боковым, за счет перемещения откидной опоры.
Порядок транспортировки листогибочной машины ИБ2220 исп. 2

а) механизма поддержки обечайки;
б) стола/рольганга переднего и стола/рольганга приемного;
в) машины.
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ ИБ2220 исп. 2
Подсоединить машину к общей системе заземления.
Подключить машину к электросети, проверив соответствие напряжения сети и электрооборудования.
Присоединение электрооборудования к сети и электрошкафу производить согласно схеме соединения.
Перед включением машины необходимо ознакомиться с назначением органов управления на пульте.
Выполнить указания, изложенные в разделах «смазка» и «электрооборудование».
После включения машины необходимо опробовать на холостом ходу работу всех механизмов.
ПОРЯДОК РАБОТЫ ИБ2220 исп. 2
Окалину с листовых заготовок следует перед гибкой удалить. Очищение от окалины листа обеспечивает необходимое скольжение между валками.
Работа на машине производится в следующем порядке.
Лист заводится между верхним и боковыми валками. При этом кромка листа должна быть выставлена параллельно образующей переднего бокового валка.
Задний боковой валок перемещается в крайнее нижнее положение. Передний боковой валок перемещается в крайнее верхнее положение и осуществляется зажим листа.
Передний боковой валок перемещается вверх и производится подгибка передней кромки листа.
Боковые валки устанавливаются по симметричной схеме (на одном уровне относительно верхнего валка).
Лист перемещается в крайнее верхнее положение.
Производится подгибка второй кромки листа, аналогично первой.
Боковые валки устанавливаются по симметричной схеме.
Производится гибка листа в цилиндр.
Радиус гибки зависит от положения боковых валков относительно верхнего, контроль которых осуществляется с помощью линеек, расположенных на правой стойке машины.
Открывается левая опора верхнего валка и обечайка снимается.
ВНИМАНИЕ
Так как подгибка кромок листа осуществляется по ассиметричной схеме, то в этом случае возникают большие радикальные усилия, чем при симметричной схеме.
По этой причине на машине возможна подгибка кромок меньшей толщины.
При работе требуется большое внимание и правильность регулировки и установки заготовок в валках, а также наблюдение за перемещением заготовки в процессе гибки. После каждого перехода следует проверять параллельность кромки листа образующей валка.
Неплоская заготовка должна быть предварительно выправлена, т.к. наличие искривленности вызывает ее перекос и смещение торцовых кромок у обечайки.
Смещение кромок исправляются путем обратного перекоса обечайки в валках. Правка возможна, если обечайка согнута не полностью.
Если машина укомплектована средствами механизации, то перед подгибкой кромок необходимо предварительно изогнуть лист посередине, по симметричной схеме гибки.
Во избежание поломки откидной опоры необходимо периодически проверять положение верхнего валка относительно боковых.
Способы подгибки листогибочной машины ИБ2220 исп. 2

I - Подгибка кромок у прямого листа
II – Подгибка кромок листа предварительно согнутого на машине
Настройка машины для гибки конических обечаек листогибочной машины ИБ2220 исп. 2

Для гибки конических обечаек верхний валок устанавливают под углом к горизонту. Угол и величина перемещения опоры верхнего валка ∆hлев. Получается из ниже приведенных соотношений между углом конуса и необходимыми радиусами гибки.
Определение величины наклона верхнего валка листогибочной машины ИБ2220 исп. 2
λ – угол конуса
Д– максимальный диаметр конуса
d – минимальный диаметр конуса
L – длина образующей конуса
Smax,Smin– максимальный и минимальный радиус изгиба
hmax,hmin – максимальное и минимальное расстояние верхнего валка до плоскости боковых волков
∆h – радиус расстояние между валками
Е – угол наклона верхнего валка
L1 – расстояние между опорами верхнего валка
Дв – диаметр верхнего валка
Дб – диаметр боковых валков
*) L1 ИБ2220=2570мм;
Угол конуса:
Радиусы кривых эллипсов на самом малом и самом большом диаметре:
Определение углов:
Расстояние между верхним и нижним валками:
Разность высот:
Устанавливаемое наклонное положение верхнего валка:
Величина перемещения левой опоры верхнего валка по указателю:
Установку верхнего валка в положение для гибки конических обечаек, производить в следующей последовательности:
а) отпустить нижние шлицевые гайки на винте откидной опоры;
б) передней тягой установить верхний валок в нужное положение, одновременно заворачивая винт в стакан вращением муфты вручную. Контроль перемещения по линейке на стойке;
в) завернуть нижние шлицевые гайки небольшим усилием. Натянуть нижние гайки, закрыть опору;
г) отрегулировать положение конечного выключателя с помощью пазов в кронштейне для крепления выключателя конечного и планка с упором в приводе откидной опоры.
Е) одеть на шейку верхнего валка при снятой откидной опоре приспособление для гибки конических обечаек. Хвостовик упора приспособления при надевании опоры должен заходить в паз, фиксирующий приспособление вокруг посадочной шейки валка.
Ж) для снятия обечайки необходимо открыть откидную опору и установить упор приспособления из нижнего положения в верхнее, путем вращения втулки произвести съем обечайки.
Возврат валка в горизонтальное положение производится в обратной последовательности. При гибке конических обечаек, лист устанавливается таким образом, чтобы вогнутая кромка меньшего диаметра заготовки усеченного конуса прилегала к упору приспособления для гибки конических обечаек.
ВНИМАНИЕ! Для преодоления момента трения между валками и листом, на трехвалковой листогибочной машине, необходимо большие максимальные усилия, которые должны поглощаться упором приспособлением для гибки конических обечаек, поэтому предельно допустимые размеры обечаек будут меньше, чем при гибке цилиндрических заготовок.
Правила эксплуатации листогибочной машины ИБ2220 исп. 2
Оборудование должно эксплуатироваться в режиме односменной работы (не более 8 рабочих часов в сутки). Несоблюдение данного правила эксплуатации является причиной преждевременного износа и выхода оборудования из строя.
Наладка инструмента листогибочной машины ИБ2220 исп. 2

Размеры, мм
|
D1 |
D2 |
d1* |
d2* |
d3* |
R |
|
225 |
195 |
305 |
285 |
317 |
363 |
Размеры, мм
|
Модель машины |
ИБ2220 исп. 2 |
|
Наименование проката |
Размеры |
|
Уголок сдвоенный |
50х50х5 |
|
Rmin** |
450 |
|
Полоса "наребро" |
36х60 |
|
Rmin** |
400 |
|
Квадрат |
50х50 |
|
Rmin** |
400 |
|
Труба |
Ø32;40;52 |
|
Rmin** |
400 |
|
Швеллер |
№12 |
|
Rmin** |
400 |
ВНИМАНИЕ
Гибка листа с параметрами, указанными в таблице производится не менее, чем за три прохода.
При гибке заготовок из листового материала и другими параметрами, необходимо определить размеры их сечения, наименьший радиус гибки исходя из условия, что расчетные изгибающие моменты не должны превышать номинальных изгибаемых моментов для листа соответствующего размера.
Регулирование листогибочной машины ИБ2220 исп. 2
В процессе эксплуатации машины возникает необходимость регулирования отдельных составных частей машины с целью восстановления их нормальной работы.
Регулирование предохранительных фрикционных муфт в приводе регулировки боковых валков заключается в регулировке сжатия пружин. При этом, необходимо обеспечить срабатывание муфты (1,1…1,3) при расчетной мощности двигателя 3,2…3,7, кВт.
Регулирование натяжения клиновых ремней главного привода, привода регулировки боковых валков.
Во избежание повышенного скольжения или чрезмерного натяжения, снижающего долговечность ремней, необходимо периодически контролировать натяжение ремней согласно таблице.
Для регулировки натяжения ремней необходимо снять ограждение, отвернуть на 1,5 – 2 оборота болты, крепящие салазки, и вращая винт, добиться требуемого натяжения ремней.
Регулирование параллельности верхнего валка боковыми валками.
После гибки, регулирование останова боковых валков в крайних нижних положениях производить перемещением кронштейнов с конечными выключателями.
Регулирование угла откидной опоры в крайнем верхнем и крайнем нижнем положениях производить перемещением кронштейнов по пазам с закрепленными на них конечными выключателями и с регулированием момента срабатывания выключателя 6 упором 10.
|
Усилие натяжения ремня, Н |
Прогиб ремня, мм |
||||
|
Главного привода |
Привода регул. Боковых валков |
||||
|
Нового |
Приработанного |
Нового |
Приработанного |
Главного привода |
Привода регул. Боковых валков |
|
26,3 |
22,3 |
16,36 |
14,9 |
14…16 |
2…3 |
ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ ИБ2220 исп. 2
Перечень возможных нарушений в нормальной работе машины и способы их устранения приведены в таблице.
|
Наименование неисправности, внешнее проявление и дополнительные признаки |
Вероятная причина |
Метод устранения |
|
1. Не закрывается откидная опора |
Неправильно выставлен верхний валок |
Выставить верхний валок вращением гаек на тяге 4 |
|
2. Привод регулировки боковых валков включен, подгибка листа не осуществляется |
Пробуксовывает предохранительная фрикционная муфта |
Отрегулировать муфту |
|
3. При гибке цилиндрических заготовок получается конус |
Нарушена параллельность валков |
Отрегулировать параллельность |
|
4. Наблюдаются люфты в местах соединения |
Ослабление затяжки винтов, болтов |
Подтянуть детали крепления |
|
5. Нагрев подшипников и трущихся поверхностей |
Недостаточность смазки или загрязнение смазочного материала |
Проверить наличие смазочного материала. |
ЭЛЕКТРООБОРУДОВАНИЕ ИБ2220 исп. 2
Электрооборудование машины предназначено для подключения к сети переменного трехфазного тока
|
Обозначение |
Параметр |
Значение |
|
|
Параметры сети |
~3Ф, 380В, 50Гц, 25А |
||
|
Напряжение цепи управления |
110В |
||
|
Краткая характеристика установленных электродвигателей |
|||
|
М1 |
Мощность главного электродвигателя, кВт |
7.5 |
|
|
Частота вращения главного электродвигателя, об/мин |
750 |
||
|
М2 |
Мощность электродвигателя привода регулировки валков, кВт |
3.0 |
|
|
Частота вращения электродвигателя привода регулировки валков, об/мин |
750 |
||
|
М3 |
Мощность электродвигателя привода регулировки валков, кВт |
3 |
|
|
Частота вращения электродвигателя привода регулировки валков, об./мин. |
750 |
||
|
М4 |
Мощность мотор-редуктора привода откидной опоры, кВт |
1.1 |
|
|
Частота вращения мотор-редуктора привода откидной опоры, об/мин |
920 |
||
|
М5* опция |
Мощность электродвигателя механизма съема изделий, кВт |
1.5 |
|
|
Частота вращения электродвигателя механизма съема изделий, об/мин |
1410 |
||
|
М6* опция |
Мощность электродвигателя механизма поддержки, кВт |
0.75 |
|
|
Частота вращения электродвигателя механизма поддержки, об/мин |
700 |
||
Примечание. Допускается замена двигателей на аналоги, соответствующие характеристикам, приведенным в таблице 13.
* Не включено в базовую комплектацию. Поставляется исключительно в составе доп. оборудования, которое может быть поставлено по требованию заказчика за доп.плату.
Включение и реверс электродвигателей привода боковых валков производятся тумблерами SА1.1-SA1.2 и частотным преобразователем N700E, который позволяет производить плавную регулировку частоты вращения боковых валков , привода откидной опоры, тумблером SА4.1- SA4.2 магнитными пускателями КМ7, КМ8. Крайнее положение привода откидной опоры, боковых валков ограничиваются концевыми выключателями SQ2,SQ3, SQ4, SQ5.
Электросхема предусматривает подключение доп. оборудования: сталкивателя и механизма поддержки обечайки. Управление которыми осуществляется с пульта управления тумблерами SA5.1-SA5.2 и SA6.1-SA6.2
Назначение концевых выключателей:
SQ2 – ограничивает крайне-нижнее положение переднего валка;
SQ3 – ограничивает крайне- нижнее положение заднего валка;
SQ4 – ограничивает крайне-верхнее положение откидной опоры;
SQ5 – ограничивает крайне-нижнее положение откидной опоры.
Схема электрическая принципиальная представлена на рис.20.
Первоначальный пуск листогибочной машины ИБ2220 исп. 2
Проверить надежность заземления всего электрооборудования и качество монтажа. Включить вводной выключатель, установленный на борту электрошкафа.
При помощи кнопок, установленных на пульте управления, проверить правильность срабатывания магнитных пускателей, блокировок и поверить правильность вращения электродвигателей.
Блокировки листогибочной машины ИБ2220 исп. 2
Все реверсивные пускатели имеют взаимную блокировку.
Сигнализация листогибочной машины ИБ2220 исп. 2
При включении вводного выключателя на пульте загорается сигнальная лампа HL1 «Сеть».
При запуске электродвигателя главного привода на пульте загорается сигнальная лампа HL2 «Главный привод включен».
Защита электрооборудования листогибочной машины ИБ2220 исп. 2
Защита электрооборудования от токов короткого замыкания и нагрузок осуществляется автоматическими выключателями и тепловыми реле по схеме электрической принципиальной.
Указание по мерам безопасности
Эксплуатация и обслуживание электрооборудование машины должны производится в соответствии с действующими «Правилами эксплуатации электроустановок потребителей». Обслуживание электрооборудование должно производиться электротехническим персоналом закрепленным за данной машиной. Корпуса электрошкафа и машины должны быть надежно заземлены. Работа на незаземленной машине КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ.
ИВ2220 тех характеристики, ив2220 техномаш вальцы трёхвалковые И 2220А б/у продам ИБ2220. иб2220в б/у, Инструмент для гибки конических обечаек 15-001 вальцыбольшие трехвалковые 2220 б б.у. купить вальцы 2220 - характеристики. И2220, вальцы ив 2220 паспорт вальцы 2220 характеристики ИВ2220Б характеристики. Машина листогибочная трехвалковая ИВ2220, вальцы и 2220г машина листогибочная трехвалковая иб2220 марка и модель листогибочный станок иб2220. ив 2220 характеристики, ив2220 технические характеристики станок вальцовочный иб 2220 и 2220 технические характеристики. Вальцы трехвалковые И2220 казахстан, тех.характеристика вальцов иб2220 Машина листогибочная трехвалковая ИБ-2220 1985г выпуска цена ив2220 характеристики. иб2220 масса, вальцы иб 2220 вальцы иб2220 характеристики Характеристика вальцов иб2220. электросхема машины ИБ2220, Вальцы ИВ-2-2-20 паспорт вальцов ИВ-2220 А вальцы И 2230 тех.характеристика. иб2220, вальцы и2220 паспорт иб 2220 ив2220 параметры. листогибочный станок ив2220, И2220 тех. характеристики вальцы ив2220 высота подъема верхней балки стоимость листогибочная машина мод 2220. машина листогибочная трехвалковая иб2220 цена, гибочный станок ив 2220 Техническая характеристика вальца Модель ИБ 2220 приспособа для конуса вольцов иб 2220. Аальцы Ив 2212 технические характеристики, вальцы иб2220 промстроймаш Листогибочная машина ИА 2220Б вальцы иб2220 технические характеристики паспорт. вальцы для листового металла иб 2220 с фото, иб-2220 техарактеристика иб2220 Вальцы ИБ2220В. упор для обечаек пб 2220, Вальцы ИБ2220 б/у по ОКОФ купить б/у листогиб ИВ2220 вальцы иб2220. инструкция гибки лист и2220, вальцы ручные иб 2220 б/у купить Вальцы электромеханические ИБ 2220 цена иб2220 технические. ИБ 2220 2013г. б/у, Комплектации на ИВ2220 паспорт иб2220 скачать вальцевый станок иб2220. характеристики вальц ИБ2220, приспособление для вальцовки конуса для станка ив 2222 вальцы и2220 паспорт станка тех. характеристики трехвалковые вальцы ИА 2220. иб2220 паспорт, Листогибочная машина трехвалковая ИБ-2220 ИБ 2220 б.у как гнуть коническе обечайки на вальцах иб 2220м. вальцы листогибочные 3-х валковые и2220 характеристики, теххаоактеристики вальцев листогибочных мод Иб2220 производства славгород машины листогибочные ИБ 2220 иб2220 технические характеристики. паспорт иб2220, иб2220 характеристики иб2220 диаметр технические характеристики вальцы иб 2220. и2220 вальцы шкаф управления, станок иб2220в приспособление для конических обечаек паспорт вальцы иб2220 станок листогибочный трехвалковая ив 2220в видео. Вальцы листогибочные ив-2220, ПАСПОРТ ВАЛЬЕВ ИВ-2220 вальцы ив2220
Стандартная комплектация ИБ2220
- Трехвалковая листогибочная машина ИБ2220 исп. 2 в сборе.
- Выносной пульт управления.
- Откидная опора верхнего валка с электромеханическим приводом.
- Электрический шкаф управления.
- Механизм автоматического останова и реверсирования валков.
- Шприц рычажно-плунжерный для смазки.
- Документация
- Комплект технической документации (паспорт и руководство по эксплуатации).
- Декларация соответствия ТР ТС.
- Паспорта (формуляры) на комплектующее оборудование и КИП.
Дополнительные опции ИБ2220
- Инструмент для гибки сортового проката.
- Приемный стол СП-1.
- Передний стол.
- Механизм съема изделия.
- Механизм поддержки обечайки.
- Приспособление для гибки конических обечаек.
- Дублирующий пульт дистанционного управления.
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?


