
Трубогибочная машина ИВ3430П с дорном












Назначение трубогибочной машины ИВ3430П с дорном
Машина трубогибочная с механическим приводом модели ИВ3430П предназначена для гибки металлических труб по ГОСТ 3262-75 и ГОСТ 10704-91 в холодном состоянии с оправкой (дорном*) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 500 мм.
В настоящее время для трубогибочного станка модели ИВ3430П используется схема управления двигателем через частотный привод, который позволяет управлять процессом гибки «плавно», на разных скоростях гиба, с большой точностью отработки заданных параметров. Точность выполнения угла гиба 0,3-0,5 градуса (при повторных гибах).
Пульт управления на базе контроллера с ЖКИ-индикатором имеет более расширенное «меню» пользователя: «Ручной» и «Автоматический» режимы работы, режим работы по «Программе» - по заданной программе последовательных гибов (до 8 программ с 8 углами гиба в каждой).
Дорн применяется для уменьшения образования овальности и гофров. ПО ГОСТ 17380-2001 овальность не более 6% Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
Базовое климатическое исполнение УХЛ категория размещения 4 по ГОСТ 15150.
Преимущества трубогиба ИВ3430П
- Применение частотного привода для двигателя повышает точность измерения и отработки параметров гиба (угол, скорость), увеличивается ресурс работы механизмов станка, т.к. отсутствуют «ударные» нагрузки.
- Расширенные возможности интерфейса управления, запоминание отработанных программ, позволяют изготавливать изделия с разными технологиями процесса изгибания, что особенно важно для изделий из тонкостенных труб и разных материалов.
- наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
- при гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
- зажим трубы, поджим желоба, выдергивание оправки из зоны защемления в трубе выполняются автоматически.
Технические характеристики ИВ3430П
| Максимальная толщина стенки изгибаемой трубы, мм | 5 |
| Диаметр изгибаемой трубы с пределом текучести σт=250 МПа (25 кгс/мм2): | |
| - Наибольший диаметр изгибаемой трубы, мм | 108 |
| - Наименьший диаметр изгибаемой трубы, мм | 40 |
| Наибольший внутренний радиус гибочного инструмента , мм | 500 |
| Наименьший внутренний радиус гибочного инструмента, мм | 1,5D/2,0D |
| Наибольший угол поворота гибочного инструмента, град. | 210 |
| Частота вращения гибочного инструмента, об/мин | : |
| - стандартное исполнение, система управления П-23, об/мин: | 2 |
| - исполнение системы управления на базе частотного привода DELTA, об/мин: | 0,3-5,3 (8 скоростей |
| Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм | : |
| - стандартное исполнение | 3000 |
| - по индивидуальному заказу | до 6000 |
| Напряжение силовой цепи, В | 380 |
| Мощность электродвигателя, кВт | 15 |
| Номинальная частота вращения электродвигателя, об/мин | 750 |
| Высота оси гиба над уровнем пола, мм | 960 |
| Габаритные размеры машины, мм | |
| - слева-направо | 3900 |
| - спереди-назад | 1600 |
| - высота | 1270 |
| Масса, кг | 3400 |
| Технические изменения, существенно не влияющие на характеристики машины, завод-изготовитель оставляет за собой | !!! |
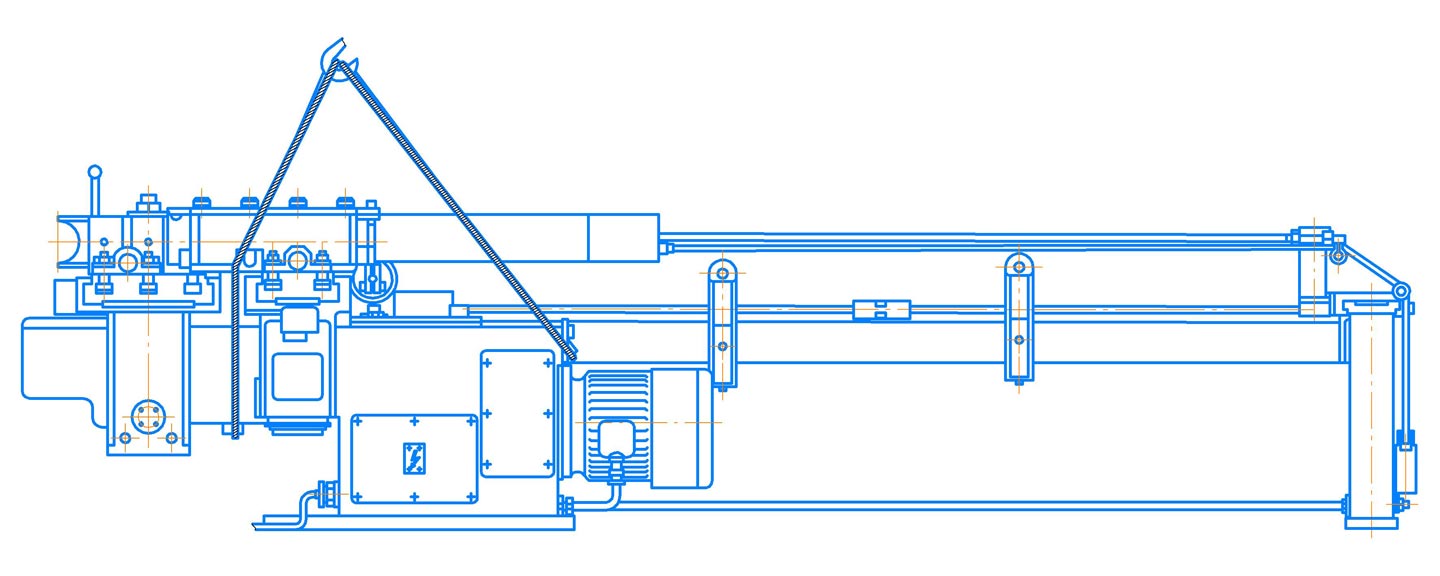
УСТРОЙСТВО И РАБОТА ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3430П И ЕЁ СОСТАВНЫХ ЧАСТЕЙ
Общий вид с обозначением составных частей машины представлен на рисунке
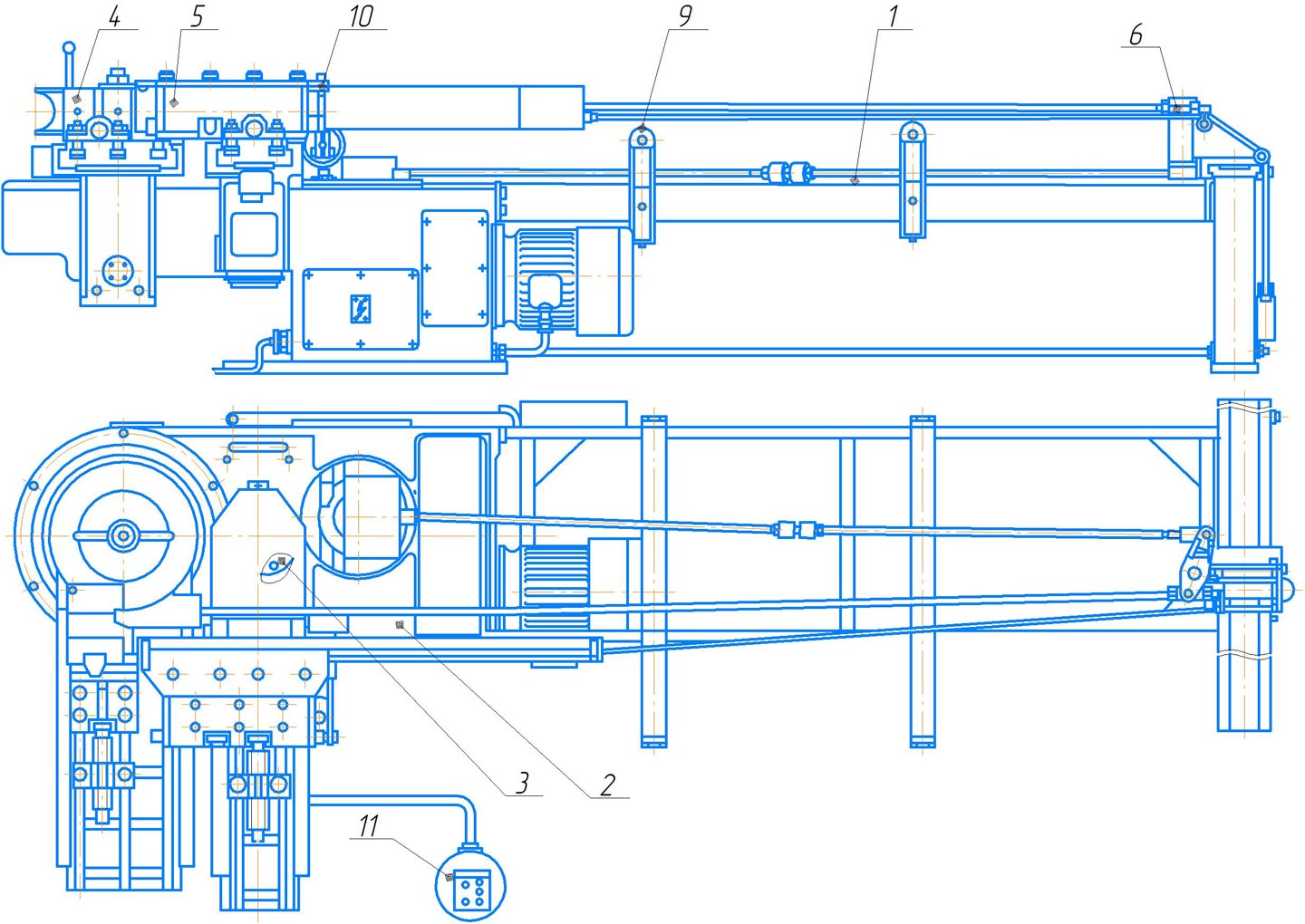
| № позиции | Наименование |
| 1 | Рама |
| 2 | Редуктор |
| 3 | Муфта |
| 4 | Механизм зажима |
| 5 | Механизм поджима |
| 6 | Механизм выдергивания дорна |
| 9 | Поддерживатель |
| 10 | Ролик |
| 11 | Пульт управления |
Общий вид пульта с обозначением органов

| № | Органы управления и их назначение |
| 1 | Кнопка «Вперед» привода |
| 2 | Кнопка «+» |
| 3 | Арматура сигнальная – сигнализирующая о включении в сеть |
| 4 | Кнопка «Назад» привода |
| 5 | Кнопка «-» |
| 6 | Кнопка «Стоп привода» |
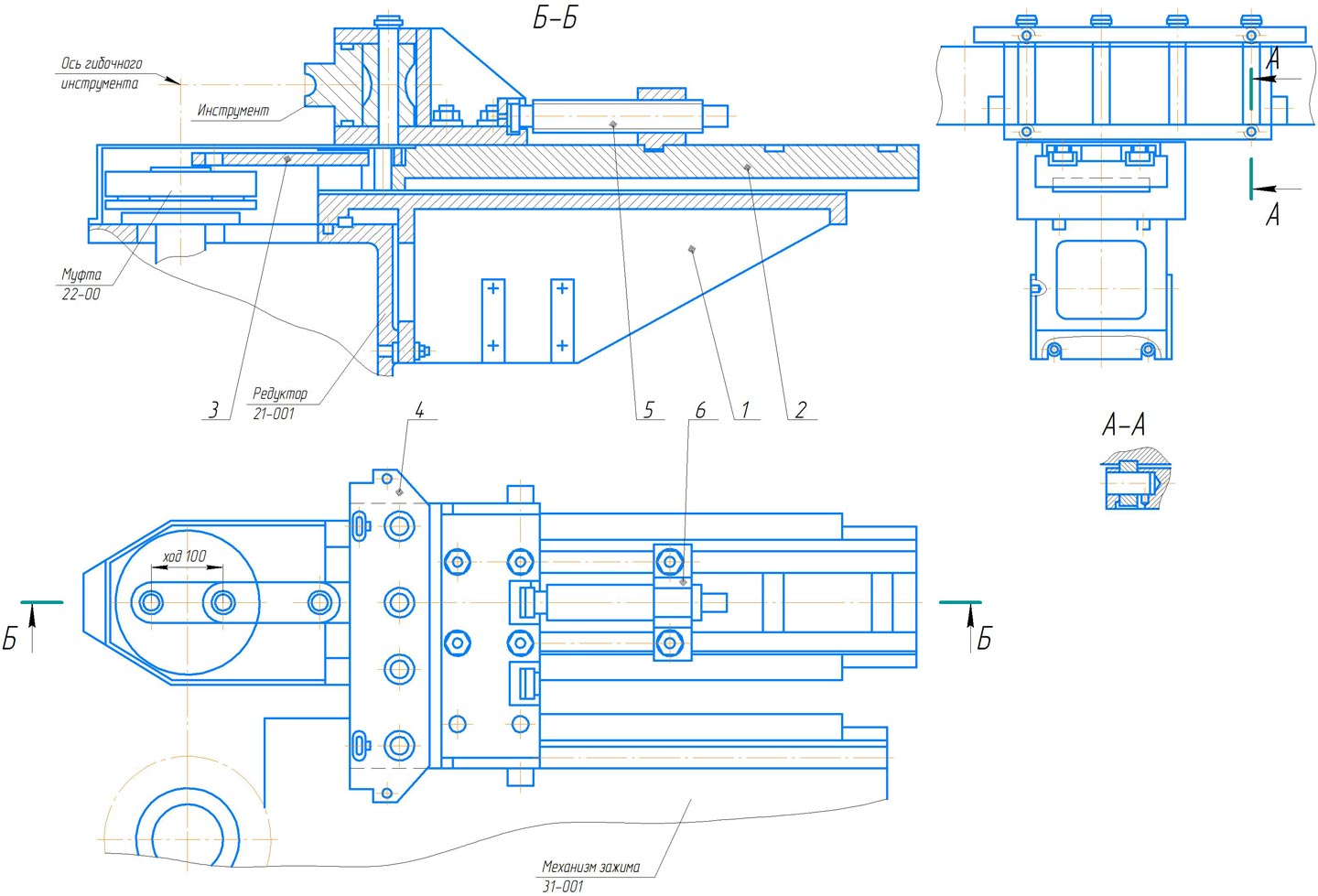
Рама трубогибочной машины ИВ3430П
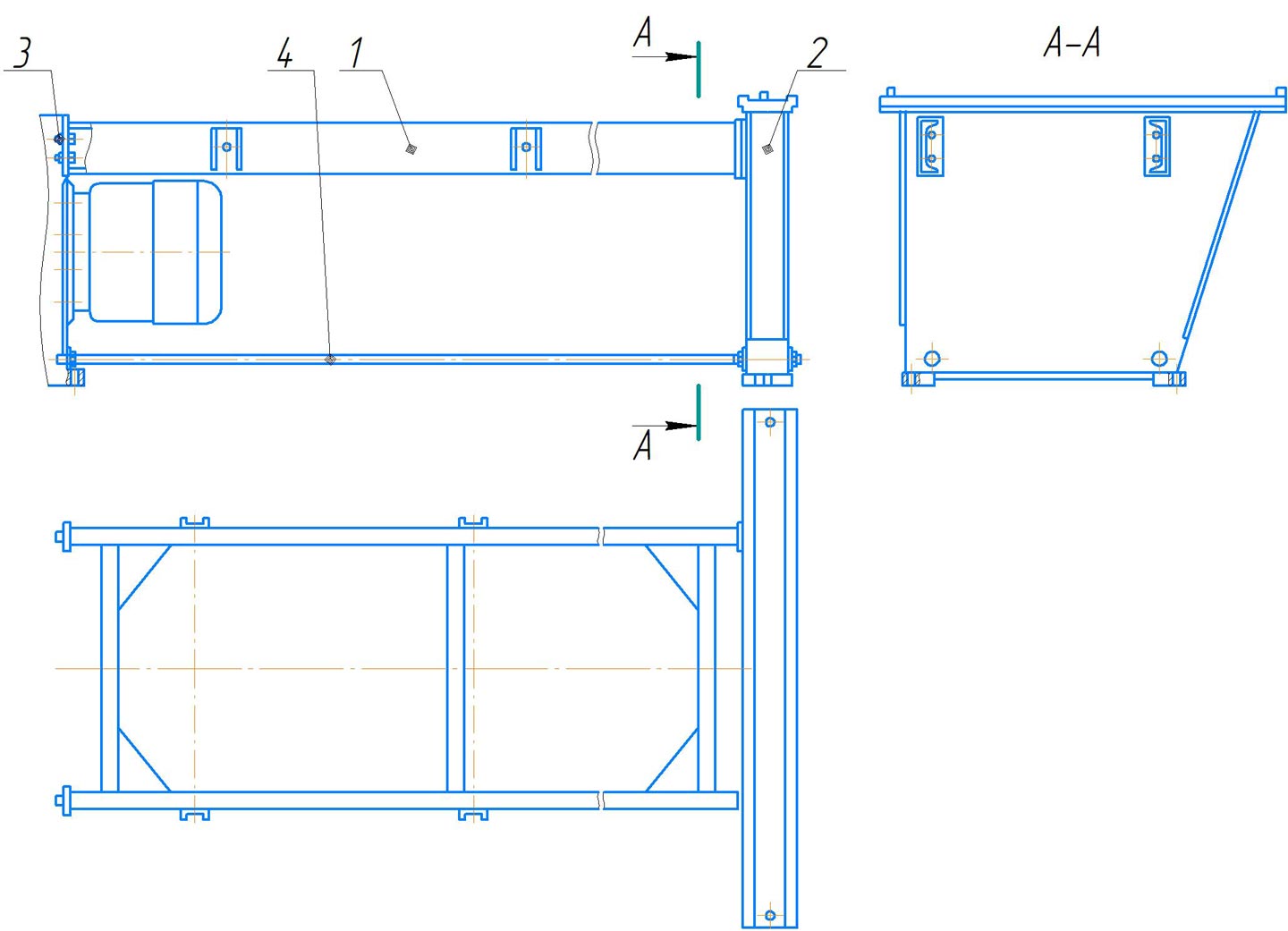
Рама представляет собой конструкцию, состоящую из фермы 1 стойки 2, соединенных между собой болтами. Стойка имеет направляющие, по которым может перемещаться механизм выдергивания дорна. Рама крепится к корпусу редуктора болтами 3 и стяжками 4.
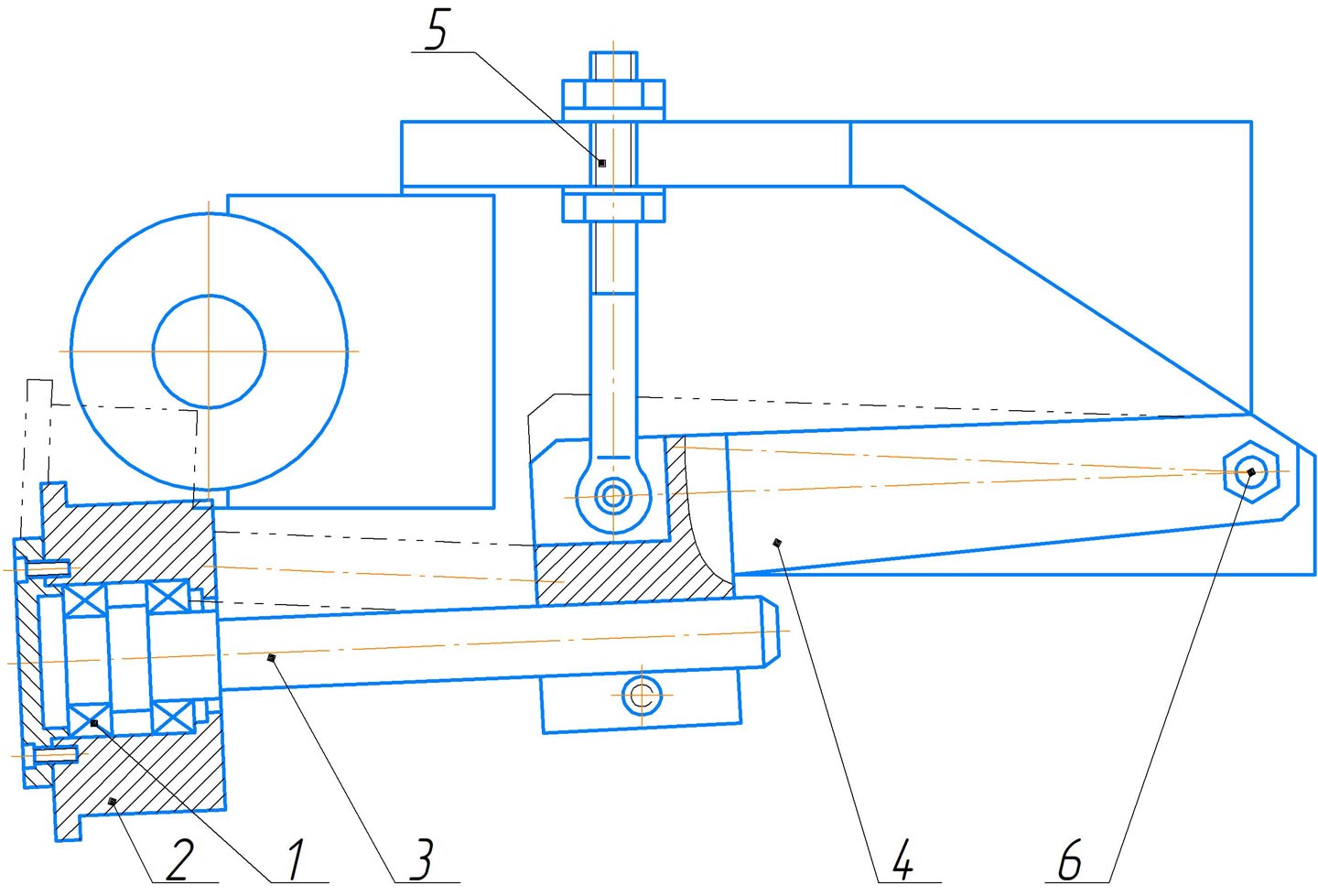
Редуктор
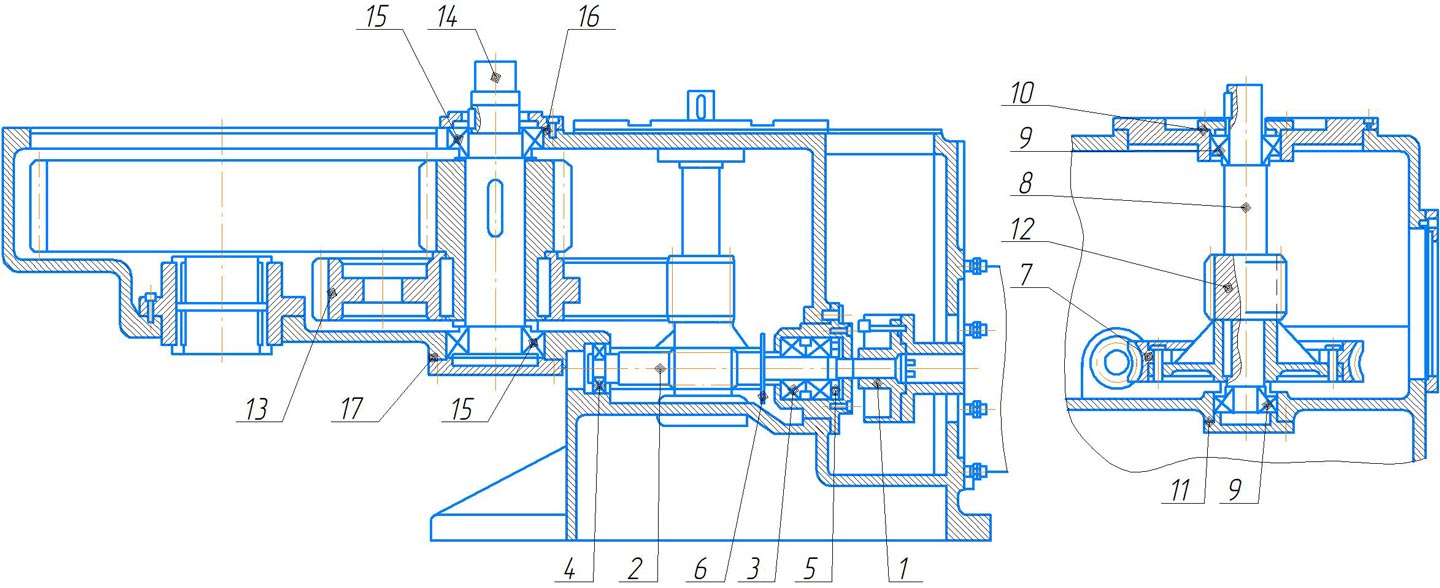
Редуктор машины представляет собой двухступенчатую червячно-цилиндрическую передачу. Крутящий момент от электродвигателя через предохранительную моментную муфту 1 передается на червяк 2, вращающийся в подшипниках качения 3, 4. Регулировка зазора в подшипниках 3 производится за счет кольца 5. На червяке 2 установлена крыльчатка 6, создающая масляный туман для смазки вращающихся частей в верхней части редуктора. Червяк 2 зацепляется с червячным колесом 7, расположенном на валу 8, вращающемся на конических роликоподшипниках 9. Регулировка зазоров в подшипниках обеспечивается набором прокладок 10,11. Шестерня 12 входит в зацепление с шестерней 13, расположенной на валу 14, вращающемся в конических роликоподшипниках 15. Регулировка зазоров в подшипниках производится наборами прокладок 17. На валу 14 монтируется муфта, предназначенная для перемещения ползуна механизма поджима.
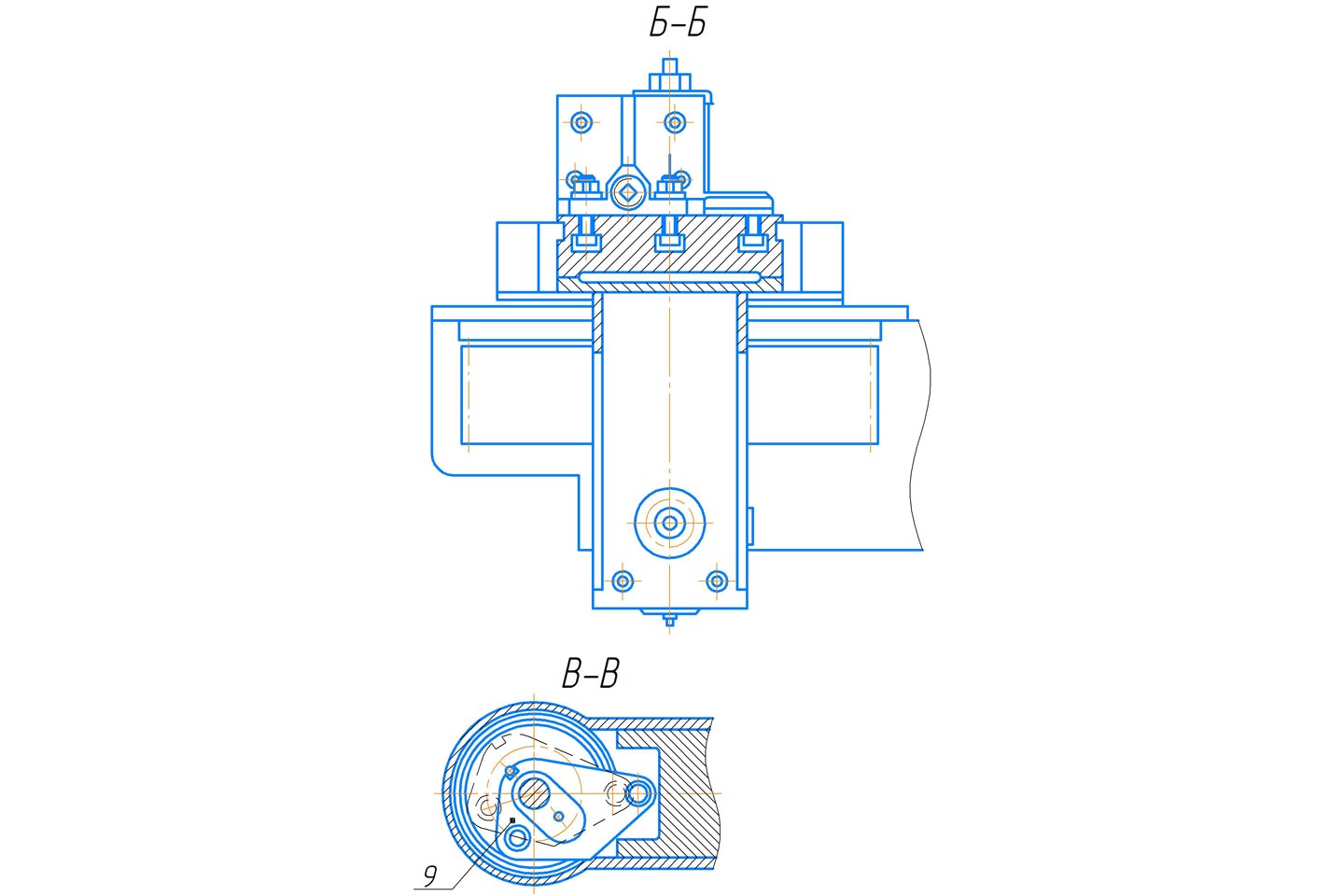
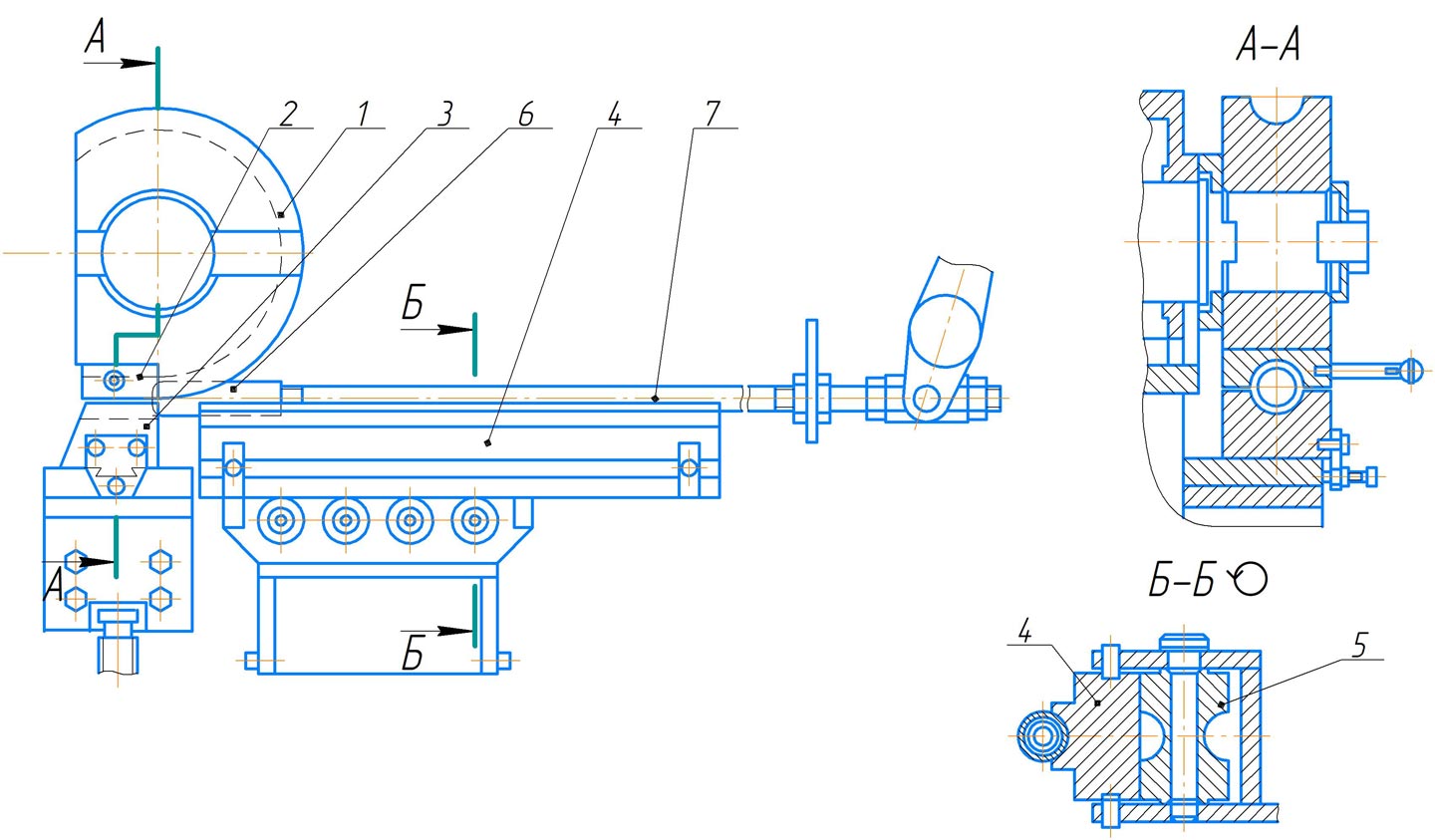
Механизм зажима трубогибочной машины ИВ3430П
Механизм предназначен для зажима трубы.
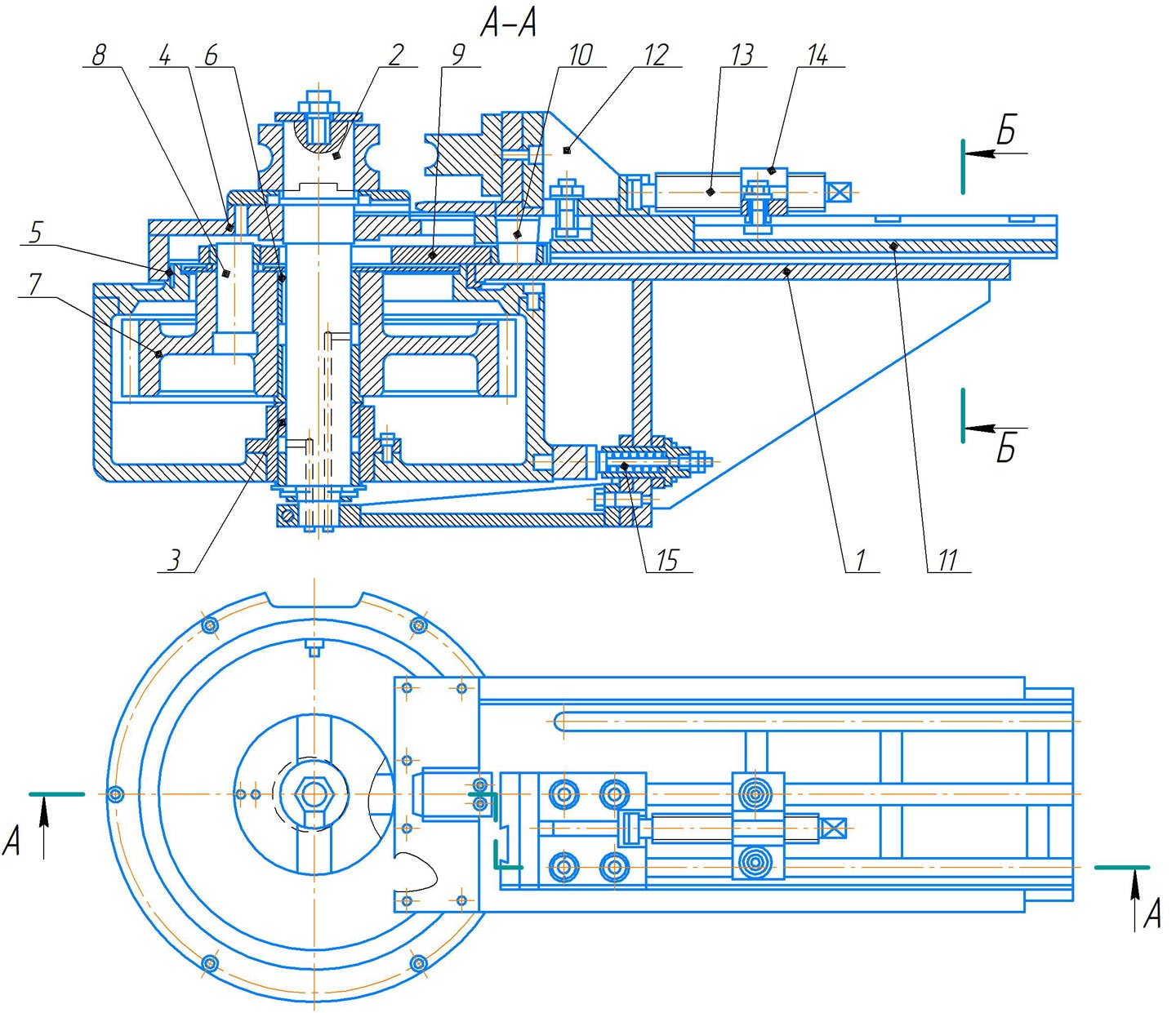
В сварном корпусе 1 смонтирован вал 2, нижней конец которого вращается в бронзовой втулке 3, запрессованной в корпус редуктора. Верхний конец вала 2 запрессован в крышку 4, жестко соединенную с корпусом 1. В корпусе запрессована втулка 5, которая служит опорой корпуса. На валу 2 на бронзовых втулках 6 свободно вращается шестерня 7 с пальцем 8. Рычаг 9 через пальцы 8 и 10 связывает шестерню 7 с ползуном 11. На верхней поверхности ползуна 11 в Т-образных пазах устанавливается каретка 12, несущая зажимную губку, расположенною в пазу типа «ласточкин хвост». С помощью винта 13 и гайки 14 каретка может устанавливаться на поверхности ползуна, в зависимости от радиуса гибки. Для возможности всего диапазона радиусов гибки гайка с винтом могут переставляться по поперечным пазам, имеющимся на поверхности ползуна. Пружина 15 притормаживает вращение корпуса 1в его исходном положении, обеспечивая тем самым в начале движения ползуна 11 зажим трубы, а затем вращение корпуса и гибку трубы.
Механизм поджима трубогибочной машины ИВ3430П
Механизм поджима служит противоупором при гибке трубы. В корпусе 1 смонтирован ползун 2 с тягой 3, которая соединяется с муфтой, расположенной на промежуточном валу редуктора. На ползуне 2 смонтирована каретка 4, несущая поджимной желоб. С помощью винта 5 и гайки 6 каретка может устанавливаться по поверхности ползуна, в зависимости от радиуса гибки.
Муфта трубогибочной машины ИВ3430П
Муфта, установленная на промежуточном валу редуктора, служит для сообщения ползуну механизма поджима возвратно-поступательного движения.
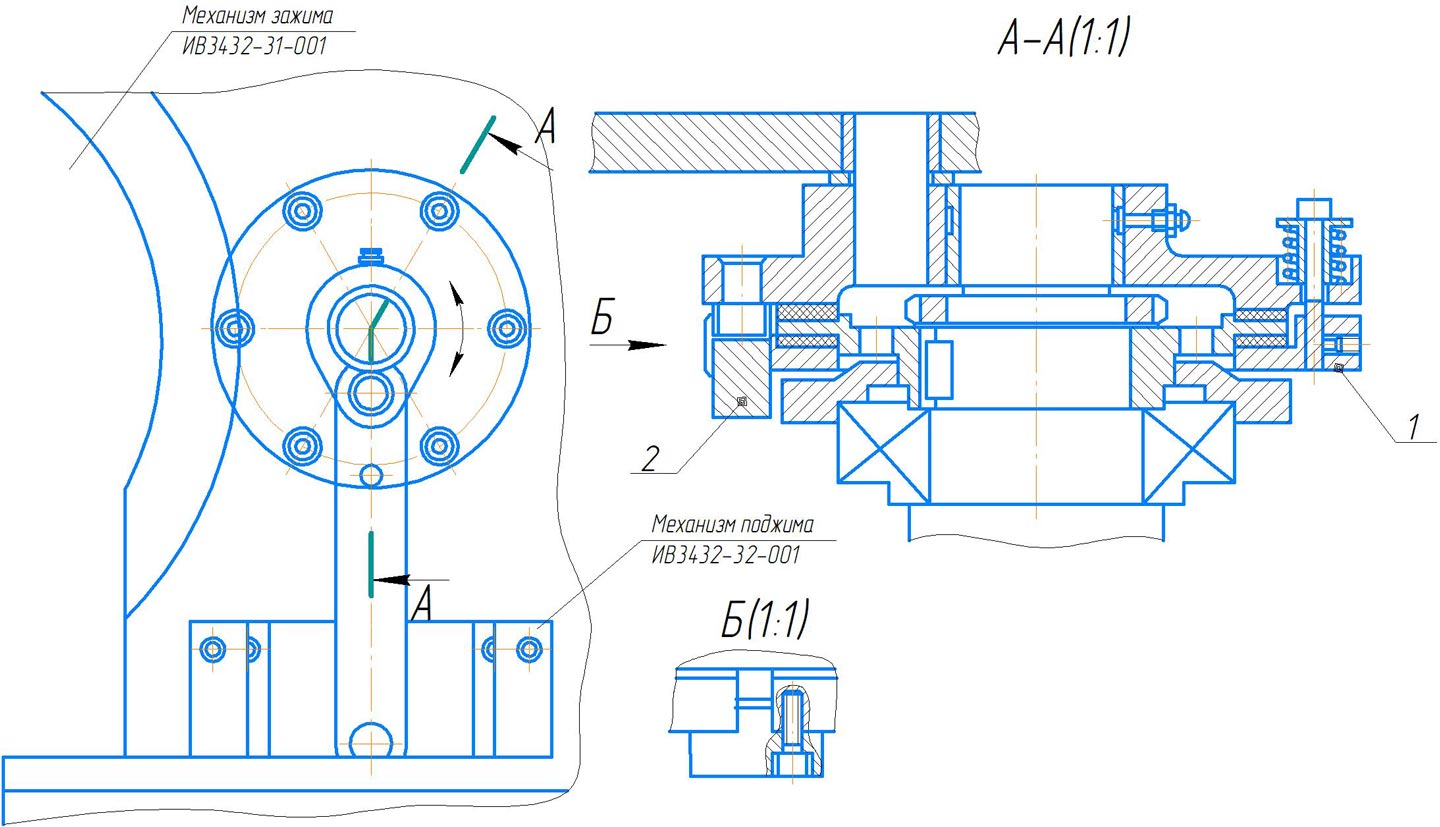
Механизм поджима становится в рабочее (крайнее переднее) положение за ½ оборота ведомого диска 1 муфты. Для ограничения поворота на ведомом диске установлен упор 2, взаимодействующим с передним упором станины. При этом механизм поджима останавливается в крайнем переднем положении, а муфта пробуксовывает.
Аналогичным образом при возврате механизма поджима в исходное (крайнее переднее) положение муфта упирается в задний упор станины.
Механизм выдергивания дорна
Механизм выдергивания дорна предназначен для выдергивания его из трубы после гибки.
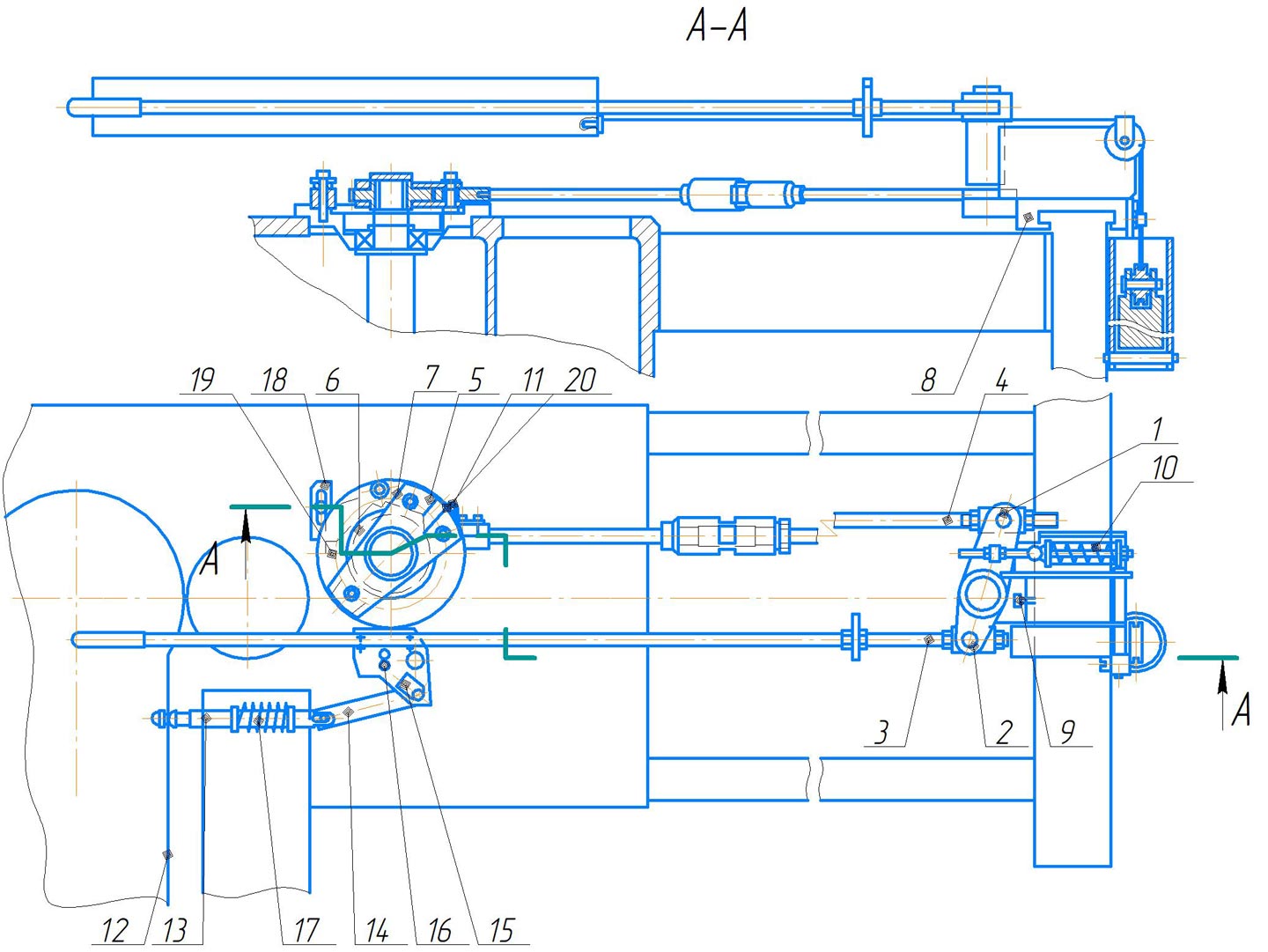
Механизм состоит из рычага плечи которого 1 и 2 шарнирно связаны с одной стороны со штангой дорна 3, с другой – тягой 4, пластиной 5 и храповой передачей 6,7 с валом червяного колеса редуктора. Рычаг установлен на оси в ползушке 8, переставляемой на требуемый радиус гибки по направляющей рамы. Положение ползушки на направляющей фиксируется винтом 9. Плечо 1 рычага прижато к ползушке пружиной 10, которая осуществляет возврат штанги дорна в исходное положение.
Храповое колесо 6 жестко связано с валом редуктора, храповик 7 расположен на оси между свободно вращающимся относительно храпового колеса пластинами 5.
В исходном положении корпус 12 механизма зажима через подпружиненный толкатель 13, тягу 14 и рычаг 15 утапливает фиксатор 16.
При гибке корпус 12 освобождает толкатель и пружина 17 возвращает фиксатор вперед.
При обратном ходе механизма зажима храповик, введенный в зацепление с храповым колесом пружиной 20 и курковой пружиной 11, поворачивает пластины, которые приводят в действие рычажную систему и идет процесс выдергивания дорна.
При повороте на 60о упор 18, взаимодействуя с храповиком, размыкает храповую передачу, пружина 19 отводит храповик от храпового колеса и курковая пружина 11 предотвращает замыкание передачи при дальнейшем вращении храпового колеса. Выдергивание окончено.
Повернутые на 60о пластины и весь механизм удерживаются на фиксаторе 16 до конца обратного хода механизма зажима.
В конце обратного хода, механизм зажима, переместив толкатель 13, утапливает фиксатор 16 и механизма под действием пружины 10 возвращает дорн вперед в исходное положение.
При этом пружины 20 и 11 вводят храповик в зацеплении с храповым колесом.
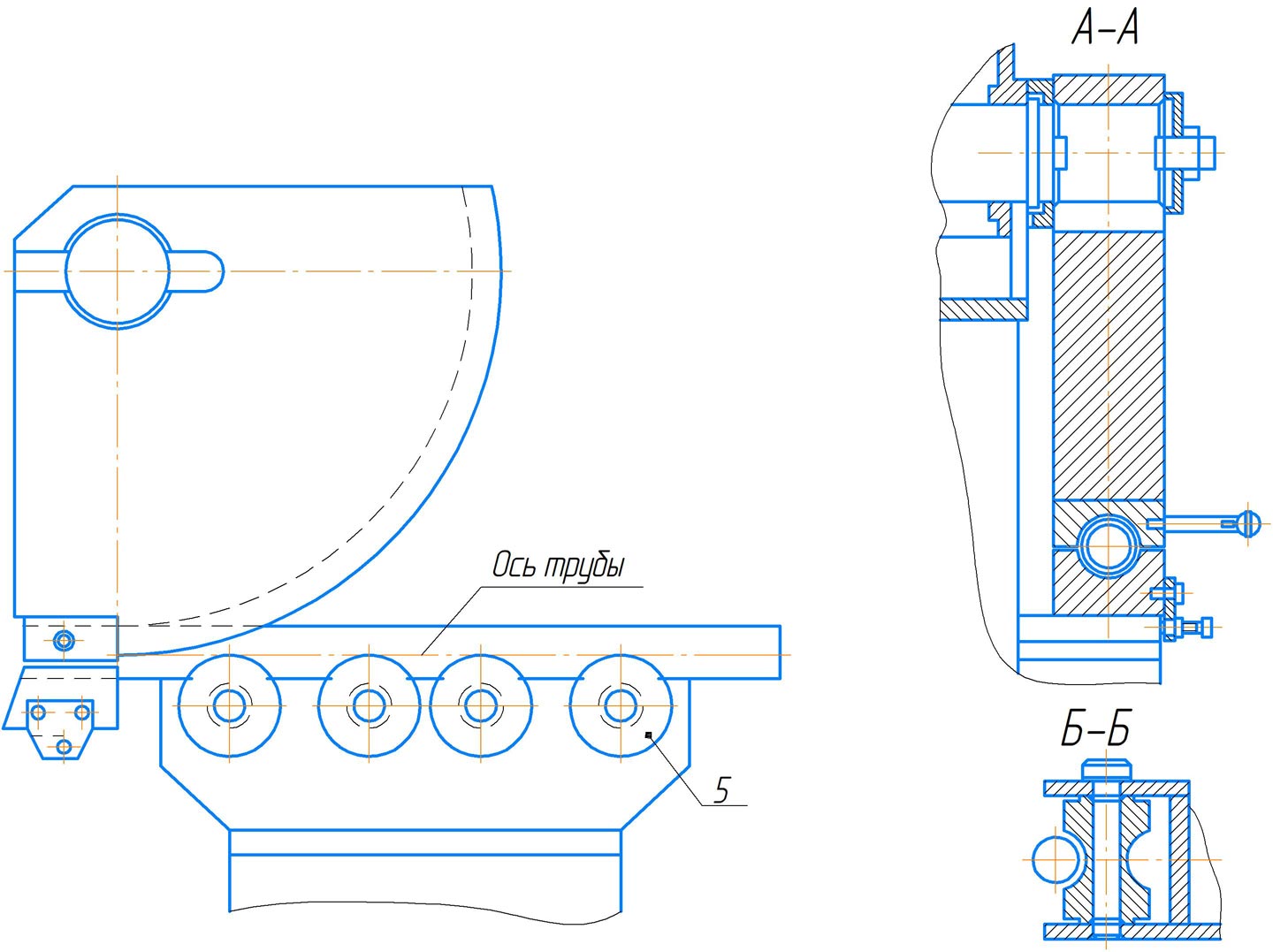
Поддерживатель
Поддерживатель предназначен для поддержания трубы во время работы машины. Состоит из трубы смонтированной на шарикоподшипниках и двух опор, имеющих регулировку по высоте в зависимости от диаметра изгибаемой трубы.
Ролик
Ролик установлен на каретке механизма зажима и предназначен для поддержания трубы при загрузке. Состоит из ролика 1, вращающегося на шарикоподшипниках 2, на оси 3, и рычаге 4 подвешенного на винте 5, и оси 6.
В зависимости от диаметра изгибаемой трубы ролик имеет регулировку по высоте.
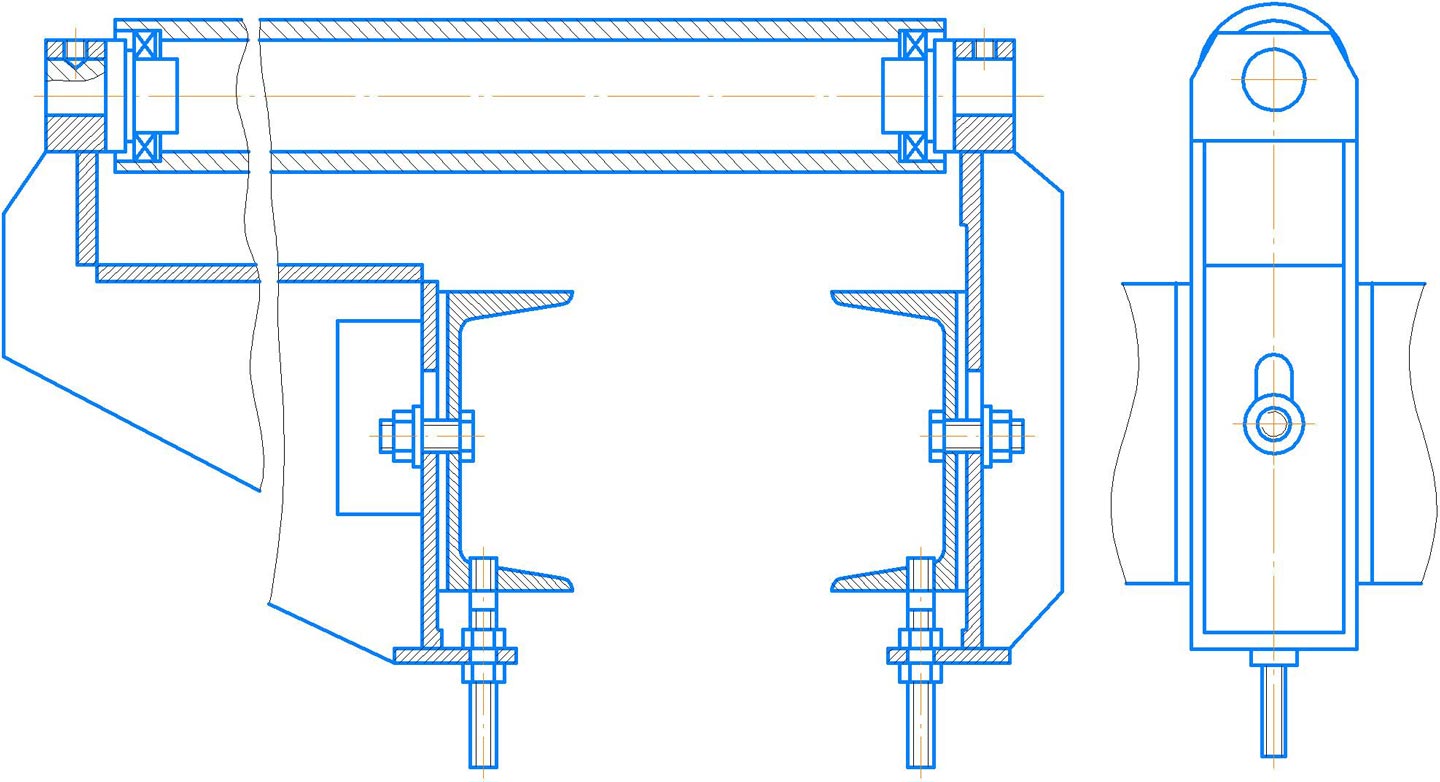
Комплект инструмента
Комплект состоит из гибочного сектора 1, губки 2, закрепляемой на секторе, зажимной губке 3, закрепляемой на каретке механизма зажима, опоры-желоба 4, перемещающейся на роликовой опоре 5 в каретке механизма поджима и дорна 6, со штангой 7, закрепляемой в рычаге механизма выдергивания дорна.
Гибка труб на углы до 90о при минимальных радиусах гибки (Rr≥1,5d) осуществляется с дорном на опоре-желобе 4.
Гибка трубы ø159 мм осуществляется на роликовой опоре 5. При этом оси роликов 7 переставляются в передние гнезда каретки механизма поджима.
При гибке толстостенных труб на максимальные радиусы (Rr≤ 800 мм) дорн может не использоваться (см. рис. ниже)
ПРИНЦИП ДЕЙСТВИЯ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3430П С ДОРНОМ
Гибка труб на машине производится методом наматывания изгибаемой трубы на гибочный ролик. Для предотвращения образования эллипсности трубы внутри ее в зоне гибки помещается оправка (дорн).
Можно производить гибку без оправки, если не предъявляются высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки трубы к ее диаметру составляет более 0,1.
Схема кинематическая машины ИВ3430П
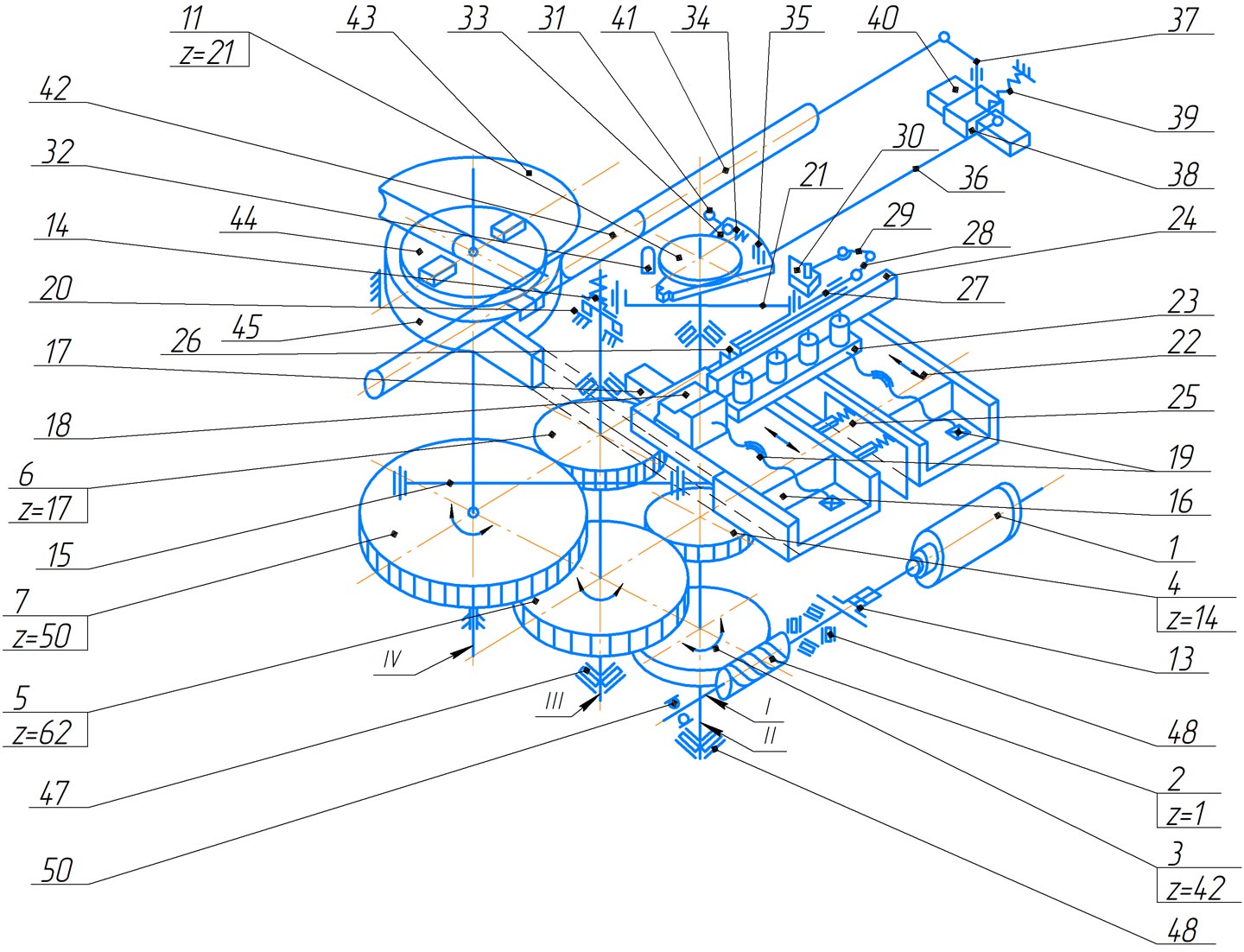
Перечень к кинематической схеме
| Поз. | Наименование |
| 1.* | Электродвигатель |
| 2. | Червяк |
| 3. | Червячное колесо |
| 4. | Шестерня |
| 5. | Колесо |
| 6. | Шестерня |
| 7. | Шестерня |
| 11. | Колесо храповое |
| 13. | Муфта |
| 14. | Муфта |
| 15. | Кривошипно-шатунный механизм |
| 16. | Ползун |
| 17. | Шпонка |
| 18. | Зажимной сухарь |
| 19. | Винтовая пара |
| 20. | Упоры |
| 21. | Кривошипно-шатунный механизм |
| 22. | Ползун |
| 23. | Роликовая опора |
| 24. | Желоб |
| 25. | Предохранитель |
| 26. | Пружина |
| 27. | Ползушка |
| 28. | Рычаг |
| 29. | Рычаг |
| 30. | Ползушка |
| 31. | Хвостовик |
| 32. | Упор |
| 33. | Щека |
| 34. | Пружина |
| 35. | Ось |
| 36. | Тяга |
| 37. | Рычаг |
| 38. | Ползушка-опора |
| 39. | Пружина возврата |
| 40. | Направляющая |
| 41. | Штанга дорна |
| 42. | Дорн |
| 43. | Инструмент гибочный |
| 44. | Шайба |
| 45. | Корпус |
| 47. | Подшипник №7522 |
| 48. | Подшипник №7612 |
| 50. | Подшипник №307 |
Принцип работы трубогибочной машины ИВ3430П
Вращение гибочного сектора 43 осуществляется через электродвигатель 1 через муфту 13 на вал, вращающийся в подшипниках 48 и 50. Червяк 2 и червячное колесо 3 передает вращение на вал II, установленный на подшипниках 48, шестерню 4 и храповое колесо 11. Зубчатой передачей шестерен 4 и 5 вращение передается на вал III, вращающийся в подшипниках 47 и шестерню 6. Шестерня 6 передает движение шестерне 7 свободно сидящей на валу IV и кривошипно-шатунному механизму 15, который перемещает ползун 16 и зажимную губку 18, осуществляется зажим трубы. Шпонка 17 входит в паз, образованный планшайбой 44 и корпусом 45 и, замыкая их, образует жесткую систему, которая, вращаясь как одно целое, изгибает трубу.
Муфта 14, установленная на валу III редуктора, через кривошипно-шатунный механизм 21 перемещает ползун 22 в крайнее переднее положение. На ползуне установлена каретка желоба 23. На каретке по роликовой опоре перемещается желоб 24, который регулирует поджим трубы.
Возвращение механизмов в исходное положение осуществляется обратным вращением вала электродвигателя, выдергивание дорна 42 осуществляется рычажной системой 33, 36, 37, 41 в начале обратного хода механизма зажима до момента разъединения храповика 31 с храповым колесом 11. Разъединение осуществляет упор 32 при взаимодействии с ним храповика 31.
После разъединения храповой передачи свободно сидящей на валу II пластина 33 удерживается в крайнем положении фиксатором 30
При этом вся система находится под действием пружины 39, стремящейся вернуть дорн вперед.
В конце возврата механизма зажима в исходное положение корпус 45 воздействует на толкатель 27, который через рычаги 28 и 29 утапливает фиксатор 30, освобождающий пластину 33.
Под действием пружины 39 через систему рычагов 33, 36, 37, 41 дорн возвращается в исходное положение – вперед.
Возврат в исходное положение толкателя 27 осуществляет пружина 26.
СИСТЕМА СМАЗКИ
Смазка механизмов машины индивидуальная ручная. Периодическая. Контроль визуальный. В редуктор залить масло «Индустриальное И-30» ГОСТ 20799-88 в объеме 22дм3. Уровень масла контролируется по маслоуказателю, встроенному в боковую крышку корпуса редуктора.
Смену масло в редукторе производить один раз в шесть месяцев!
Смазка пар трения осуществляется смазкой ЦИАТИМ -203 ГОСТ 8773-73. Смазку машины производить согласно карте смазки.
Смену масла в толкателе рекомендуется производить не реже одного раза в 6 месяцев!
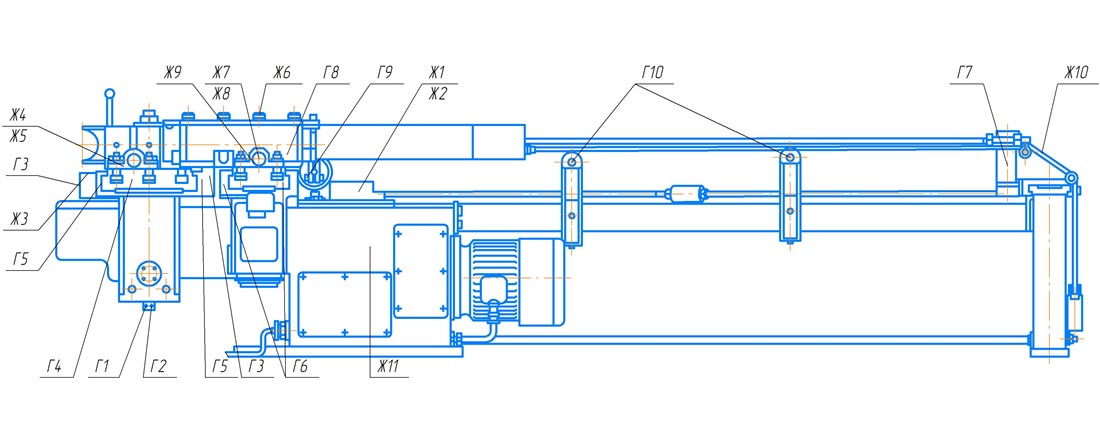
| Обозн. точек смазки | Механизм подлежащий смазки | Место смазки | Кол-во точек | Смазывающий материал | Способ смазки | Периодичность смазки |
| Ж1 | Механизм выдергивания дорна | Втулки пластин | 2 | Масло И-30 ГОСТ 20799-88 |
Залив масла масленкой в смазочное отверстие | Один раз в 2 смены |
| Ж2 | Втулки серьги и храповика | 2 | ||||
| Ж3 | Механизм зажима | Втулка шатуна | 1 | |||
| Ж4 | Пята | 1 | ||||
| Ж5 | Винтовая пара | 1 | ||||
| Ж6 | Механизм поджима | Ось опорного ролика желоба | 4 | |||
| Ж7 | Пята | 1 | ||||
| Ж8 | Винтовая пара | 1 | ||||
| Ж9 | Втулки шатуна | 2 | ||||
| Ж10 | Механизм выдергивания дорна | Трос | 1 | Нанесение на поверхность | 1 раз в 3 месяца | |
| Ж11 | Редуктор | Червячная передача, шестерни, подшипники | 1 | Заливка через окно корпуса. Контроль уровня по маслоуказателю | 1 раз в 6 месяцев | |
| Г1 | Механизм зажима | Опора вала гибочного инструмента | 1 | ЦИАТИМ-203 ГОСТ 8773-73 | Нагнетание смазки шприцем | 1 раз в 2 смены |
| Г2 | Опора шестерни | 1 | ||||
| Г3 | Опора корпуса | 2 | ||||
| Г4 | Втулка шатена | 1 | ||||
| Г5 | Направляющие ползуна | 8 | 1 раз в 3 месяца | |||
| Г6 | Механизм поджима | Направляющие ползуна | 8 | |||
| Г7 | Механизм выдергивания дорна | Вал рычагов | 1 | |||
| Г8 | Механизм поджима
|
Ось ролика желоба | 4 | Нанесение на поверхность | ||
| Г9 | Опорные подшипники | 2 | Заполнение на 1/3 полости подшипника смазкой | |||
| Г10 | Поддерживатель | То же | 4 |
ПОРЯДОК УСТАНОВКИ
Распаковка трубогибочной машины ИВ3430П
При распаковке необходимо следить за тем, чтобы не повредить машину инструментом.
Транспортирование
Перед установкой машину тщательно очистить от антикоррозийных покрытий, нанесенных на открытых, а также закрытые кожухами обработанные поверхности деталей и во избежание коррозии покрыть их тонким слоем масла «Индустриальное-30» по ГОСТ 20799-88.
Монтаж трубогибочной машины ИВ3430П
Машина устанавливается на фундамент или бетонной подушке. Глубина залегания фундамента зависит от грунта, но должна быть не менее 600 мм. Машина крепится к фундаменту шестью болтами М20.
При установке на фундамент машина выверяется в обоих плоскостях при помощи уровня. Отклонение не должно превышать 0,5/1000 в обоих плоскостях.
ПОДГОТОВКА К ПЕРВОНАЧАЛЬНОМУ ПУСКУ И ПЕРВОНАЧАЛЬНЫЙ ПУСК
Подключить машину к электросети, проверив соответствие напряжения сети и электрооборудования машины. Подводку сети к шкафу выполнять в металлической трубе изолированным проводом сечением не менее 10 мм2.
Электрооборудование машины должно быть надежно заземлено в соответствии с действующими "Правилами устройства электроустановок" путем присоединения станины и электрошкафа к цеховому контуру заземления. Обслуживание электрооборудования должно производиться в соответствии с действующими "Правилами технической эксплуатации электроустановок потребителей и правилами техники безопасности при эксплуатации электроустановок потребителей".
Перед включением электросхемы в работу необходимо произвести внешний осмотр всего электрооборудования и заземления.
ПРИ ОСМОТРЕ И РЕМОНТЕ ЭЛЕКТРОАППАРАТУРЫ ВВОДНОЙ АВТОМАТ ДОЛЖЕН БЫТЬ ОТКЛЮЧЕН!
Обслуживание электрооборудования машины осуществляется в соответствии с правилами и заводскими графиками, производится:
- испытание изоляции электрооборудования и коммуникационной проводки
- испытание защитного заземления машины.
- осмотры, текущие и капитальные ремонты электрооборудования и защитного заземления.
Эксплуатационное обслуживание электрооборудования машины производится квалифицированным электротехническим персоналом предприятия. После подключения к сети опробовать на холостом ходу работу всех механизмов машины.
Убедившись в нормальной работе всех механизмов машины приступить к настройке машины для работы.
НАЛАДКА И РЕГУЛИРОВКА ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3430П
Настройка машины
Настройка машины производить в следующей последовательности:
Контроль исходного положения механизма зажима. Контроль произвести проверкой норм точности, при этом установка механизма зажима в исходное положение производится вручную, проворачиванием вала электродвигателя за крыльчатку вентилятора.
Настройка инструмента
Установить соответствующий гибочный инструмент: сектор, зажимную губку, дорн и опору.
Выставить дорн так, чтобы начало радиуса или конуса на цилиндрической части дорна совпадало с осью гибочного сектора.
Отпустив гайки крепления кареток механизмов зажима и поджима, отодвинуть в крайнее заднее положение.
Включив рабочих ход, повернуть механизма зажима на 80... 90о от исходного положения.
Одеть на дорн отрезок трубы соответствующего диаметра длиной 1300...1350 мм, при этом труба должна выходить за ось гибочного инструмента на 150...200 мм.
Вращая винт, установить каретку механизма поджима так, чтобы труба одновременно лежала в ручьях опоры и гибочного инструмента. При этом неприлегание трубы к опоре не должно превышать 1...2 мм.
Снять трубу с дорна и вращением винта, переместив каретку, зажать трубу между сектором и зажимной губкой каретки.
Зажимная губка регулируется по высоте относительно сектора винтом, расположенным на губке (см. п. Ролик). Гайки крепления каретки и гайки затянуть.
Усилие зажима должно обеспечивать надежное закрепление трубы в ручье.
Настройка механизма выдергивания дорна
Выставить ползушку 8 по заданному радиусу гиба и затянуть болт 9.
Выставить пружину 20 таким образом, чтобы в исходном положении механизма она не довела храповик на 4...6 мм до храпового колеса. Болты крепления пружины 20 затянуть.
Регулировка
В процессе эксплуатации машины возникает необходимость в регулирование отдельных ее узлов и устранения неисправностей в работе.
ВНИМАНИЕ!При холодной гибке труб на станках важное значение имеет смазка трубы, которая обеспечивает равномерный ее изгиб. в случае недостаточной или плохой смазки между дорном и трубой, а также между наружной поверхностю трубы и ползуном удаление трубы из дорна и скольжение ползуна происходит рывками, что сопровождается образованием гофр. Лучше всего, поэтому смазывать внутреннюю и наружную стенки трубы. для смазки короткие трубы целесообразно перед гибкой погрузить в ванну, где содержится смазочное масло. если гиб удален от концов трубы, то смазка подводится непосредственно к изгибаемому месту.
В качестве смазки применяют антикоррозийную мыльную эмульсию или машинное масло.
ПОРЯДОК РАБОТЫ ТРУБОГИБОЧНОЙ МАШИНЫ ИВ3430П
Включение
При включении станка на индикаторе появляется приглашение к работе в виде сменяющих друг друга через секунду сообщений «3432)» и «П4С». «3432)» указывает на тип станка, «П4С» указывают на номер версии программного обеспечения. Станок готов к работе.
Станок имеет три режима работы: ручной, автоматический и режим программирования.
Ручной режим может использоваться при гибке по шаблону, в наладочном режиме, для вывода станка в «ИСХОДНОЕ» (в положение близкое к «ИСХОДНОМУ»).
Автоматический режим удобен при большом количестве одинаковых отработанных гибов (при отлаженных уставках). Автоматический режим использует датчик «ИСХОДНОГО» и датчик угла гибки. В ручном режиме эти датчики не используются.
Ручной режим
Ручной режим работы устанавливается после включения станка путем нажатия на кнопку «+» длительно (более 1 с). На индикаторе появляется сообщение «РР» - ручной режим.
- При нажатии на кнопку «вперед» поворотный диск вращается вперед, при отпускании кнопки «вперед» поворотный диск останавливается (практически без выбега).
- При нажатии на кнопку «назад» поворотный диск вращается назад, при отпускании кнопки «назад» поворотный диск останавливается.
- Для вывода в исходное необходимо кнопками «вперед» и «назад» установить такое положение поворотного диска, чтобы при движении «вперед» диск проходил через «ИСХОДНОЕ».
- Процедуру 3 необходимо делать в том случае, если поворотный диск не находится в «ИСХОДНОМ» при включении станка.
- Для перехода в автоматический режим работы необходимо выключить и снова включить станок по методике п.3., или нажать кнопку (-) – станок выйдет в режим приглашения.
Автоматический режим
Для вывода станка в автоматический режим нужно после включения станка коротко (не более 1с) нажать кнопку «+». На индикаторе появится сообщение «П1Г1», программа №1, число гибов-1 (редактируемый параметр мигает)
Автоматический режим имеет два подрежима:
- режим одного гиба на программе №1 (или на программе, заданной оператором),
- режим n-гибов на одной из 8-ми программ
Вариант первый самый простой, чтобы выйти на него достаточно после появления на индикаторе сообщения «П1Г1» (программа №1, число гибов 1) нажать на кнопку «вперед».
Методика работы при режиме одного гиба
В «РУЧНОМ РЕЖИМЕ» - РР установить поворотный диск в исходное положение.
На индикаторе у правой цифры внизу зажигается точка, которая является признаком того, что поворотный диск станка находится в «ИСХОДНОМ» положении. На двух (трех) цифрах индикатора при этом появляется «ЗАДАННОЕ ЗНАЧЕНИЕ» угла гибки (угла поворота диска) в градусах, которое можно корректировать (только в положении «Исходное»).
При новом включении станка - на индикаторе появляется последнее значение угла гибки, которое было перед выключением станка.
Для изменения «ЗАДАННОГО ЗНАЧЕНИЯ» предназначены кнопки «+» и «–». При кратковременном нажатии на кнопку происходит изменение «ЗАДАННОГО ЗНАЧЕНИЯ» на «1» градус, при длительном нажатии на - «10» градусов через каждую секунду. Эти кнопки работают только в «ИСХОДНОМ» положении поворотного диска (когда у правой цифры внизу горит точка).
Заданные значения сохраняются в энергонезависимой памяти только после отработки заданного угла.
Установку заготовки для гибки следует проводить только в «ИСХОДНОМ» положении поворотного диска.
Если поворотный диск находится в «ИСХОДНОМ», то при нажатии на кнопку «вперед» начинается гибка заготовки. При достижении заданного значения угла гибки поворотный диск откатывается на 5 градусов назад (эта уставка может корректироваться см. п.4.) и останавливается.
При нажатии на кнопку «назад» начинается вращение поворотного диска назад. При проходе «ИСХОДНОГО» положения поворотный диск останавливается, у правой цифры внизу зажигается точка.
При гибке на индикаторе высвечивается текущее значение угла поворота диска, при останове и возврате в «ИСХОДНОЕ» - отработанный угол поворота диска. При появлении точки на индикаторе появляется «ЗАДАННОЕ ЗНАЧЕНИЕ» угла гибки. Отработанный угол поворота диска всегда больше чем «ЗАДАННОЕ ЗНАЧЕНИЕ» на 1-3 градуса в зависимости от диаметра заготовки, это необходимо учитывать при задании уставки (заданного значения). Реальный угол гиба трубы отличается от «ЗАДАННОГО» и «ОТРАБОТАННОГО» по индикатору и зависит от выбора «ИСХОДНОГО» и установленной оснастки.
Оптимальное значение заданного значения подбирается опытным путем.
АВТОМАТИЧЕСКИЙ РЕЖИМ n-гибов на одной из 8-ми программ
После появления на индикаторе сообщения «П1Г1» (программа №1, число гибов 1) символ «П» мигает. Далее нажимая кнопки «+» и «-» можно выбрать необходимый номер программы. Для задания числа гибов следует длительно нажать кнопку (+), станет мигать символ «Г», далее нажимая кнопки «+» и «-» установить необходимое число гибов. Для изменения редактируемого параметра можно использовать кнопку «назад».
При нажатии на кнопку «вперед» станок по методике п. 3.1. выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла первого гиба выбранной программы.
На индикаторе в режиме разделения времени выводится номер гиба и заданное значение угла гиба. Номер гиба выводится на левой цифре индикатора в течение 0,3с, заданное значение угла гиба выводится на индикатор в течение 1,3с, номер программы на индикатор не выводится. Корректировка заданного значения проводится по изложенной выше методике (в режиме одного гиба).
При нажатии на кнопку «вперед» станок отработает первый гиб, при нажатии на кнопку «назад» выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла второго гиба.
При каждом последующем нажатии на кнопки «вперед» и «назад» станок отработает очередной гиб, выйдет в исходное и покажет на индикаторе «ЗАДАННОЕ ЗНАЧЕНИЕ» угла следующего гиба. После последнего гиба будет снова первый и т.д.
«ЗАДАННЫЕ ЗНАЧЕНИЯ» можно корректировать в «ИСХОДНОМ» на каждом гибе.
Для смены номера программы или числа гибов необходимо выключить и снова включить станок или по кнопке «назад» в исходном положении.
Для выхода из автоматического режима в режим приглашения следует в исходном состоянии нажать кнопку «назад».
При аварийной ситуации на индикаторе мигает номер аварии А01, А02, А03, А04, А05. Необходимо устранить причину аварии и продолжить работу через выключение станка или по кнопке «назад».
Режим программирования
(настройка Угла отката и - ГО (градус 0 положения))
Для перехода в режим программирования следует после включения станка нажать на кнопку (-), Станок переходит в режим задания уставки угла отката, на индикаторе появится сообщение «0_ х», где 0 – признак отката, х-мигающая редактируемая величина отката. Величина отката может быть задана в пределах от 0 до 9-ти градусов. Уставка отката должна быть меньше угла гибки, в противном случае гибка не производится и на дисплей выводится сигнал аварии - мигающее А05.
Кнопками (+) и (-) можно задать желаемое значение уставки отката. Для записи ее в энергонезависимую память следует нажать кнопку «назад»
Станок выходит в режим ввода уставки - ГО (градус 0 положения), на индикаторе появляется сообщение «ГО -Х» с мерцающими символами «ГО».
Уставка - ГО (градус 0 положения) позволяет корректировать значение по заданию угла гиба, т.е. вводить коррекцию неточного положения «Исходного» состояния станка.
Уставка ГО может быть задана в пределах 0…20 градусов.
Для выхода из режима задания уставки и записи в память - следует нажать кнопку Назад.
Станок выйдет в режим приглашения.
Выключение станка
Выключить автоматический выключатель.
ХАРАКТЕРНЫЕ НЕИСПРАВНОСТИ
| Проявление неисправности | Возможная причина | |
| 1 | При включении станка индикатор не светится | Отсутствует напряжение ~17B на выходе трансформатора, перегорел предохранитель FU1 на плате питания. |
| 2 | При нажатии на кнопку «вперед» на индикаторе появляется мигающее А01 | Отсутствуют сигналы от датчика угла гибки: - неисправен датчик угла гибки или велик зазор между датчиком и флажком, см. п.5 |
| 3 | На индикаторе появляется мигающее А02 | Отказ датчика исходного при поиске исходного: - проверить зазор между датчиком и шпеньком (см. п.5) |
| 4 | На индикаторе появляется мигающее А03 | Отказ датчика исходного при гибке - нарушена контрольная сумма программы, если АПС возникает при включении станка вместо приглашения 3428/П23 |
| 5 | На индикаторе появляется мигающее А04 | Превышено время гибки: - проскальзывают ремни на шкивах двигателя - большой зазор на датчике угла гибки |
| 6 | На индикаторе появляется мигающее А05 | Уставка отката больше или равна углу гибки, следует уменьшить уставку отката. |
ЭЛЕКТРООБОРУДОВАНИЕ
| Наименование параметра | Значение |
| 1. Род тока | Переменный |
| 2. Рабочее напряжение | 380 В |
| 3. Частота | 50 Гц |
| 4. Напряжение цепи управления | 220, 18 В |
| 5. Электродвигатель главного привода: | |
| 6. Мощность | 15 кВт |
| 7. Частота вращения | 750 мин-1 |
Защита электрооборудования машины от токов короткого замыкания осуществляется автоматом.
Лампа – сигнализирует о наличии напряжения в сети.
Станок ИВ 3430 производитель, Трубогиб ив3430 трубогибочный станок ив 3430 Трубогибочный станок ИВ 3430. рУКОВОДСТВО по эксплуатации ИВ 3430, гибочный станок ив 35 30п ИВ3430 предназначен дл п&/3430)%)$9lzЯl.bqn. ив3430 станок трубогибочный, Трубогибочный станок ИВ 3430 цена трубогиб 3430 бу Трубогиб ИВ 3430П цена. трубогиб ив3430 характеристики, ИБ3430 трубогибочный станок ив 3430 с механическим приводом цена трубогиб ив-3430 цена. ив3430, 3430 трубогиб ив3430 ИВ3430 техномаш. ИВ-3430, Станок трубогибочный (трубогиб) ИВ3430 8 495 528-6337 станок ив 3430. трубогиб ИВ 3430 завод, трубогиб ив3430 полуавтомат иб-3430 ухл4 3430п. трубогиб ив3430 б/у, трубогиб 3430 характеристики трубогибочный станок ив3430 оренбургский завод ИВ3430. иб3430 купить, завод производитель трубогиба ИВ3430 Машина трубогибочная с механическим приводом ф60 с эл.приводом 7,5кВт характеристики станок трубогибочный ив 3430. кто производил Трубогибочный станок ИВ3430, ИБ 3430 куплю станок трубогибочный :: 426 :: бу ив 3430 а. ив3430п, Трубогиб ИВ 3430 ИБ 3430 иб3430 цена. ив 3430 оренбург промстроймаш, https://stanki-zavod.ru/produktsiya/oborudovanie_dlya_gibki_listovogo_metalla_i_trubyi/trubogib_iv_3430 трубогиб с дорном ИВ 3430 цена продам ИБ3430. трубогиб ив 3430 эл схема,
Стандартная комплектация ИВ3430П
- Машина трубогибочная с механическим приводом, включая:
- Выносной пульт управления
- Механизм выдергивания дорна
- Инструмент:
- Комплект инструмента для трубы ф42 (Rср-91 мм)
- Принадлежности:
- Шприц рычажно-плужнерный для смазки
- Документация:
- Руководство по эксплуатации. (Паспорт)
- Комплект документации на приобретенное оборудование
- Сертификат качества
- Декларация о соответствии требования ТР ТС
Дополнительные опции ИВ3430П
- Комплекты инструмента:
- для трубы ф102 Rср-261 мм
- для трубы ф89 Rср-204,5 мм
- для трубы ф76 Rср-158 мм
- для трубы ф60 Rср-122,5 мм
- для трубы ф48 Rср-104 мм
- для трубы ф42 Rср-91 мм
- Дополнительный комплект инструмента (для изготовления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы)
Видеообзор
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?



