

Нужна консультация?
Закажите обратный звонок
Мы свяжемся с Вами в ближайшее время
Ножницы гильотинные, кривошипные НА3224
Артикул: PSMK050040













Запросить
коммерческое предложение
коммерческое предложение
Остались вопросы?
Свяжитесь с нами удобным способом
Назначение
Характеристики
Описание
Комплектация
Назначение ножниц кривошипных гильотинных НА3224
Ножницы НА3224 предназначены для прямолинейной резки листового и полосового материалов. Гильотины используются в заготовительных цехах предприятий машиностроения, судостроения и других отраслей промышленности. На гильотинных ножницах возможна резка неметаллических листовых материалов, исключающих затупление и растрескивание кромок ножей. Станина сборная с неподвижным столом, на котором закреплен комплект ножей. Ножевая балка перемещается по боковым роликовым опорам, а в передней части по двум плоским направляющим. Разрезаемый лист в момент реза прижимается к столу гидравлическими прижимами. Управление ножницами кнопочное и педальное. Режим работы: наладочный, одиночные и непрерывные хода.
Технические характеристики НА3224
| Толщина разрезаемых листов с временным сопротивлением σвр=450 МПа, мм | 25 |
| Ширина разрезаемых листов, мм | 3150 |
| Длина листа отрезанного с упором, мм | 1000 |
| Ход гидравлических прижимов, мм | 52 |
| Частота ходов ножа, холостых, мин-1 | 30 |
| Частота ходов ножа, мин-1: при резке наибольших размеров разрезаемого металла | 3,5 |
| Ход ножа, мм | 210 |
| Угол наклона подвижного ножа, | 2°40' |
| Усилие прижима, кН | 315 |
| Максимальное усилие реза, кН | 2195 |
| Расстояние от верхней кромки нижнего ножа до уровня пола, мм | 900 |
| Расстояние между стойками в свету, мм | 3285 |
| Мощность электродвигателя, кВт | 45 |
| Длина | 5155 |
| Ширина | 3630 |
| Высота | 2850 |
| Масса, кг | 31200 |
| Давление воздуха в сети, МПа | 0.45 |
УСТРОЙСТВО И РАБОТА НОЖНИЦ ГИЛЬОТИННЫХ МОДЕЛИ НА3224
Состав ножниц НА3224
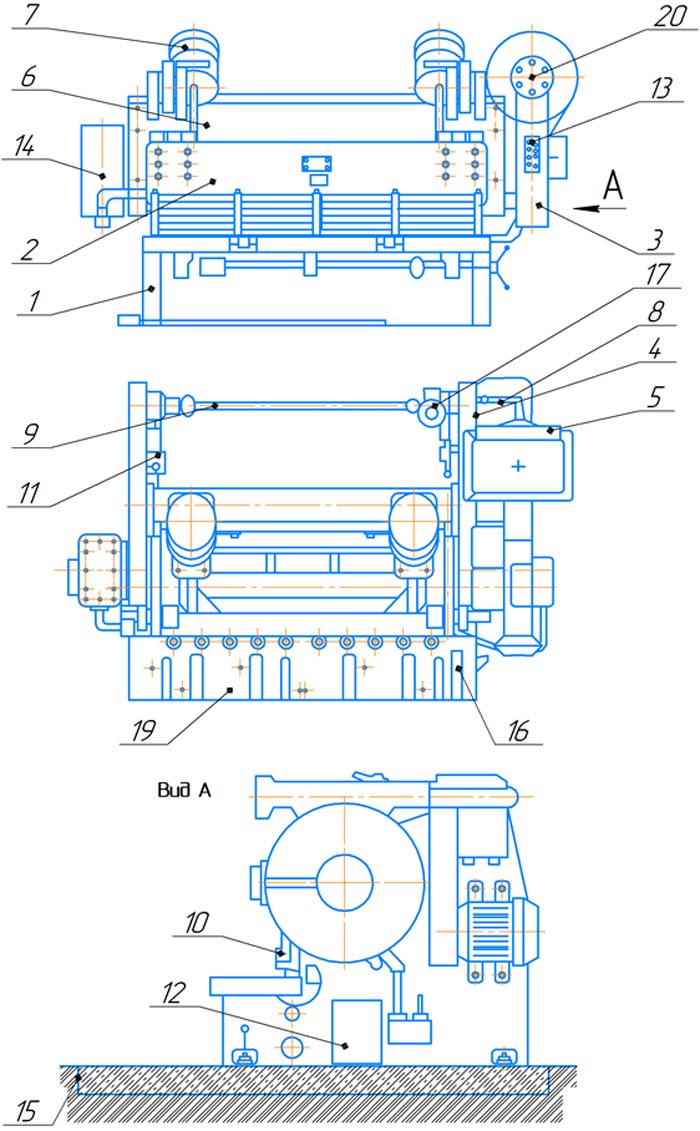
1 - Станина, 2 - Балка прижимная, 3 - Редуктор, 4 - Привод и ограждение
5 - Муфта приводная, 6 - Балка ножевая, 7 - Уравновешиватель
8 - Воздухопровод, 9,17 - Привод заднего упора, 10 - Защитная решетка
11 - Маслостанция, 12 - Электрошкаф, 13 - Пульт управления, 14 - Насос гидравлический
15 - Фундамент, 16 - Боковой упор, 19 - Стол, 20 - Тормоз
Станина ножниц НА3224
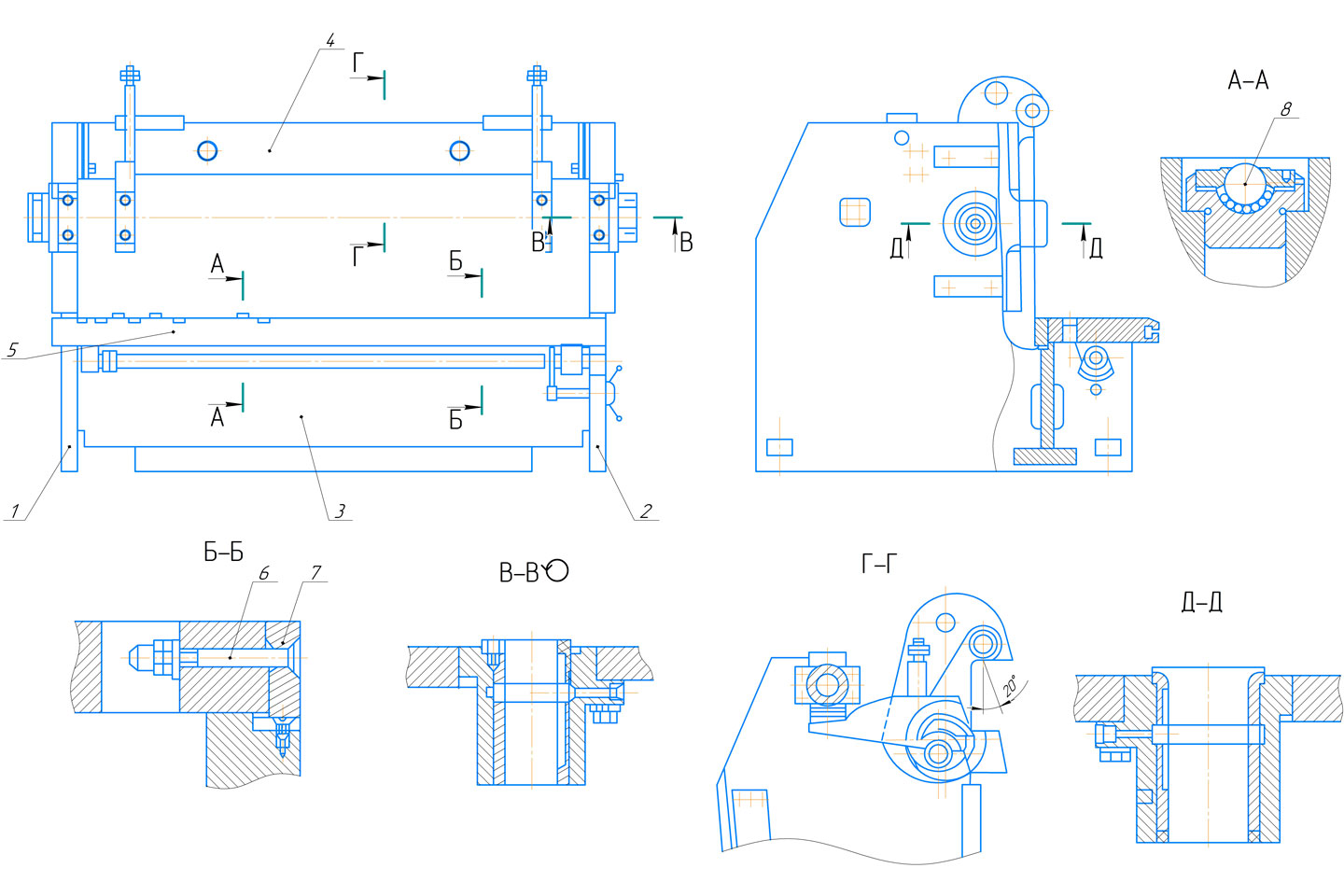
Станина является основным узлом, на котором крепятся все остальные узлы ножниц. Состоит из двух стоек 1 и 2, которые соединяются между собой траверсой 3 и стяжкой 4, служащей одновременно ресивером.
На стойки и траверсу опирается стол 5, к которому крепятся при помощи винтов 6 нижние ножи 7. В стол ножниц встроены специальные шариковые опоры 8, предназначенные для облегчения передвижения листа по столу. Зазор между ножами регулируется передвижением стола.
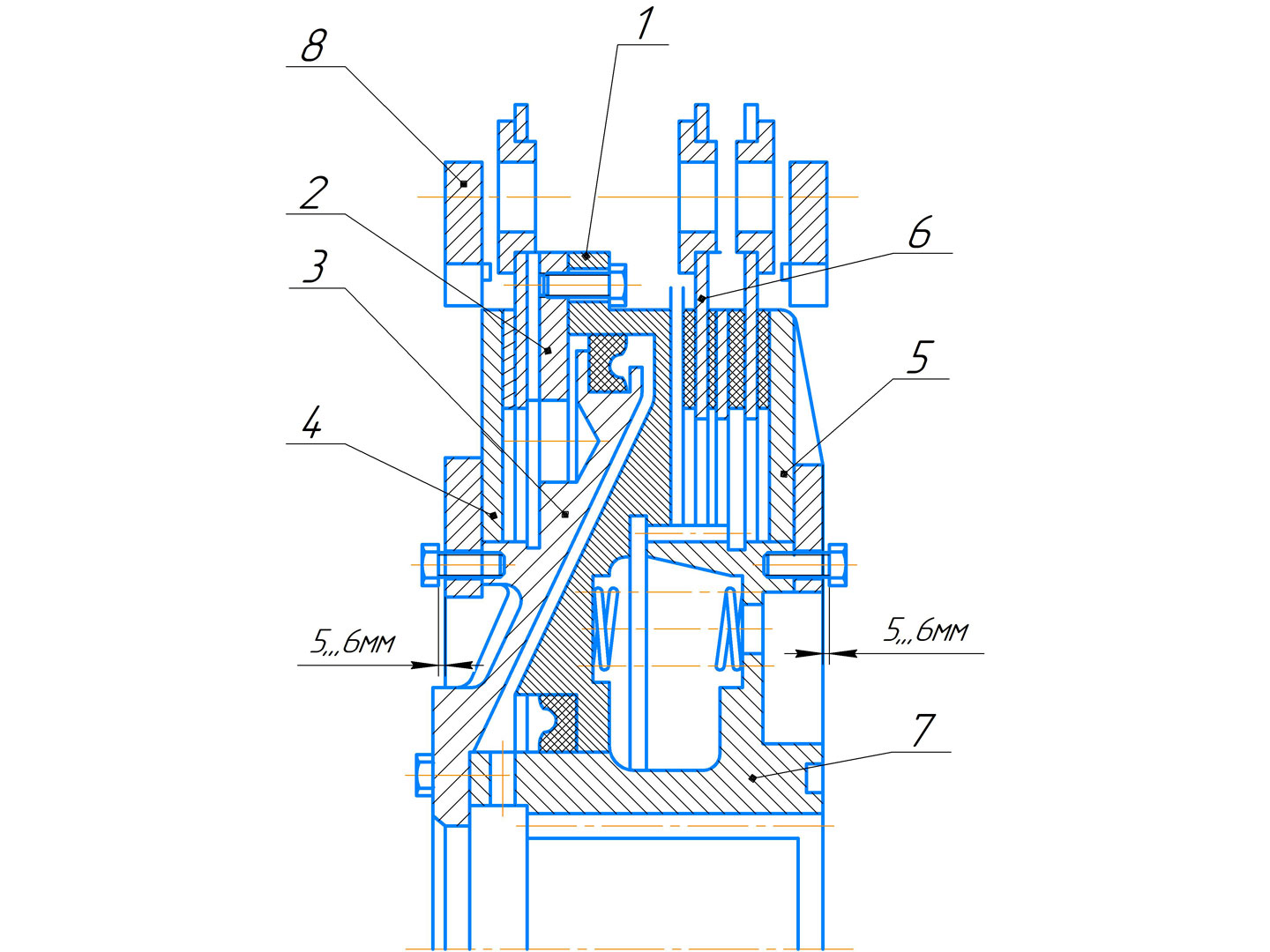
Привод и редуктор ножниц НА3224
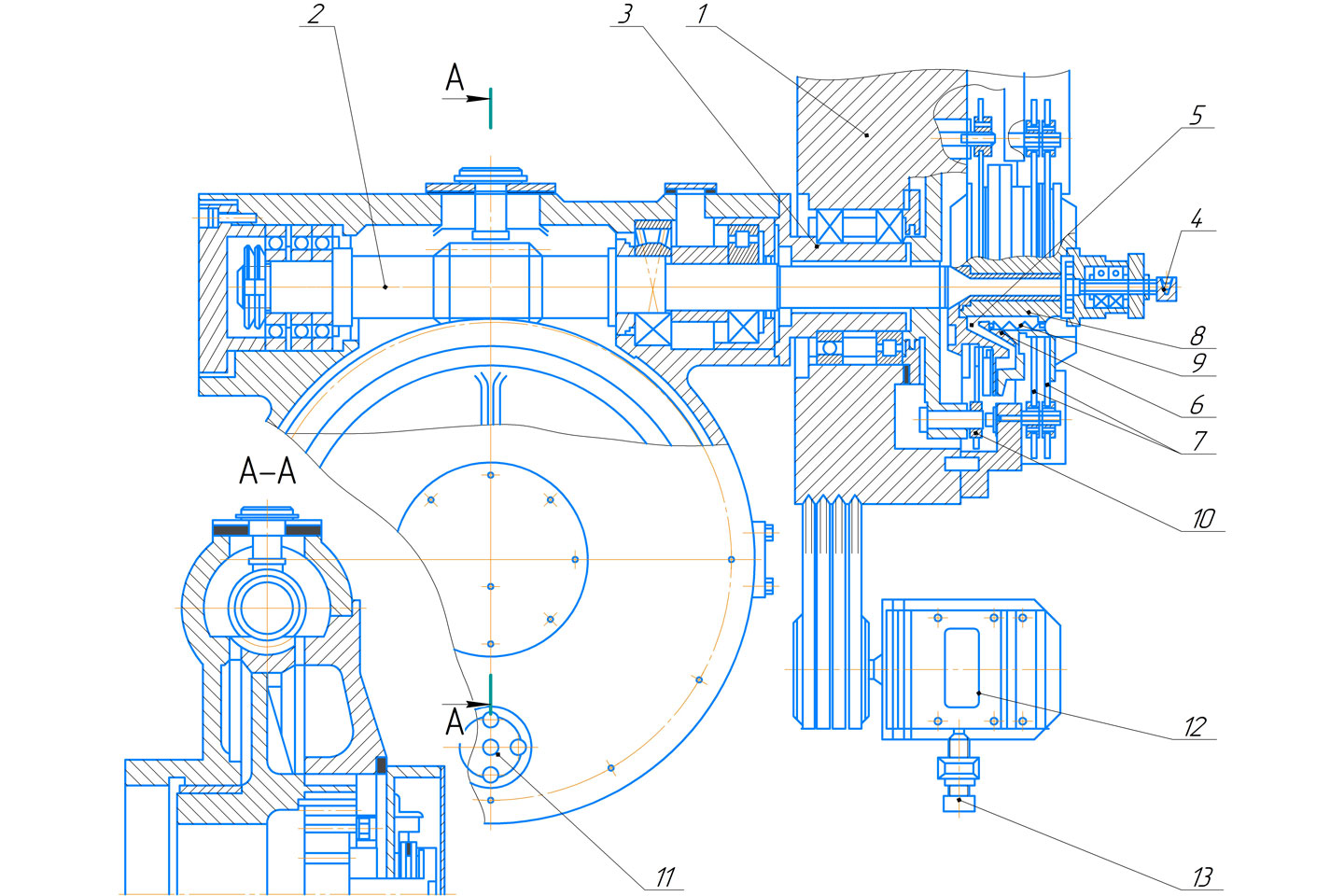
Привод ножниц осуществляется от электродвигателя 12 через клиноременную передачу и червячный редуктор на эксцентриковый вал. В маховик 1, сидящий на ступице 3 редуктора, вмонтирована муфта-тормоз, жестко сблокированная, многодисковая, фрикционная, с пневматическим включением. При подаче воздуха через воздухоподводящую головку 4 и вал 2 в полость 5 цилиндра под воздействием сжатого воздуха цилиндр 6 перемещается вдоль оси вала в сторону муфты и зажимает ведущие диски 7 муфты, связанные с маховиком через пальцы, обеспечивая номинальный крутящий момент. Вращение через ступицу 8 муфты передается на червячный вал 2 редуктора.
При выпуске сжатого воздуха из полости цилиндра под воздействием пружин 9 цилиндр возвращается в сторону тормоза и зажимает тормозной диск 10, связанный подвижно в осевом и неподвижно в радиальном направлениях с корпусом редуктора, производя торможение ведомых частей.
В червячный редуктор заливается масло, уровень которого контролируется по маслоуказателю 11.
Электродвигатель установлен на салазках.
Натяжение ремней клиноременной передачи регулируется винтом 13.
В процессе работы муфты-тормоза фрикционные накладки изнашиваются. Это приводит к увеличению хода цилиндра как в сторону муфты, так и в сторону тормоза.
Правильно отрегулированная муфта- тормоз обеспечивает исключение сдваивания хода машины муфтой-тормозом.
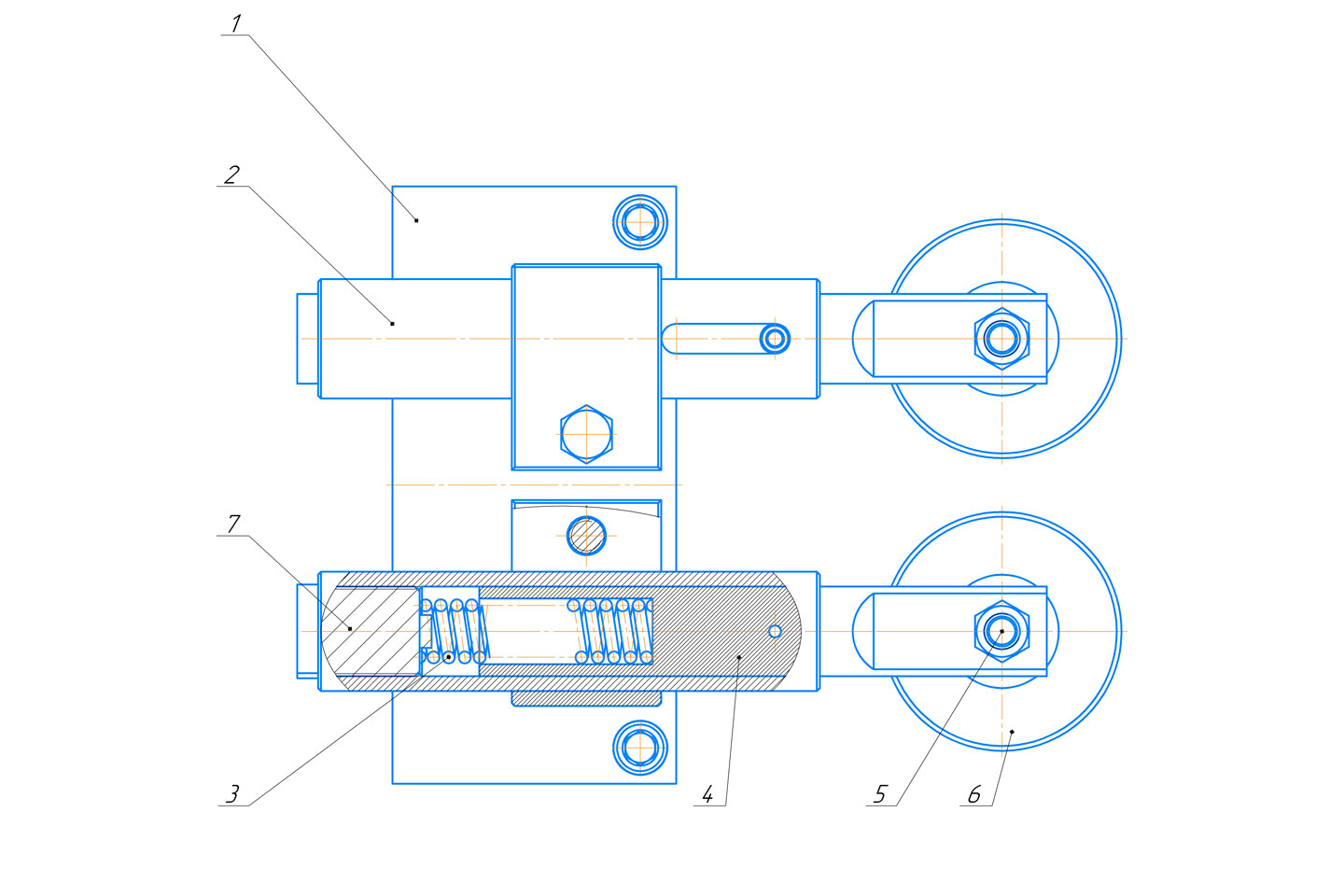
Прижимная балка ножниц НА3224
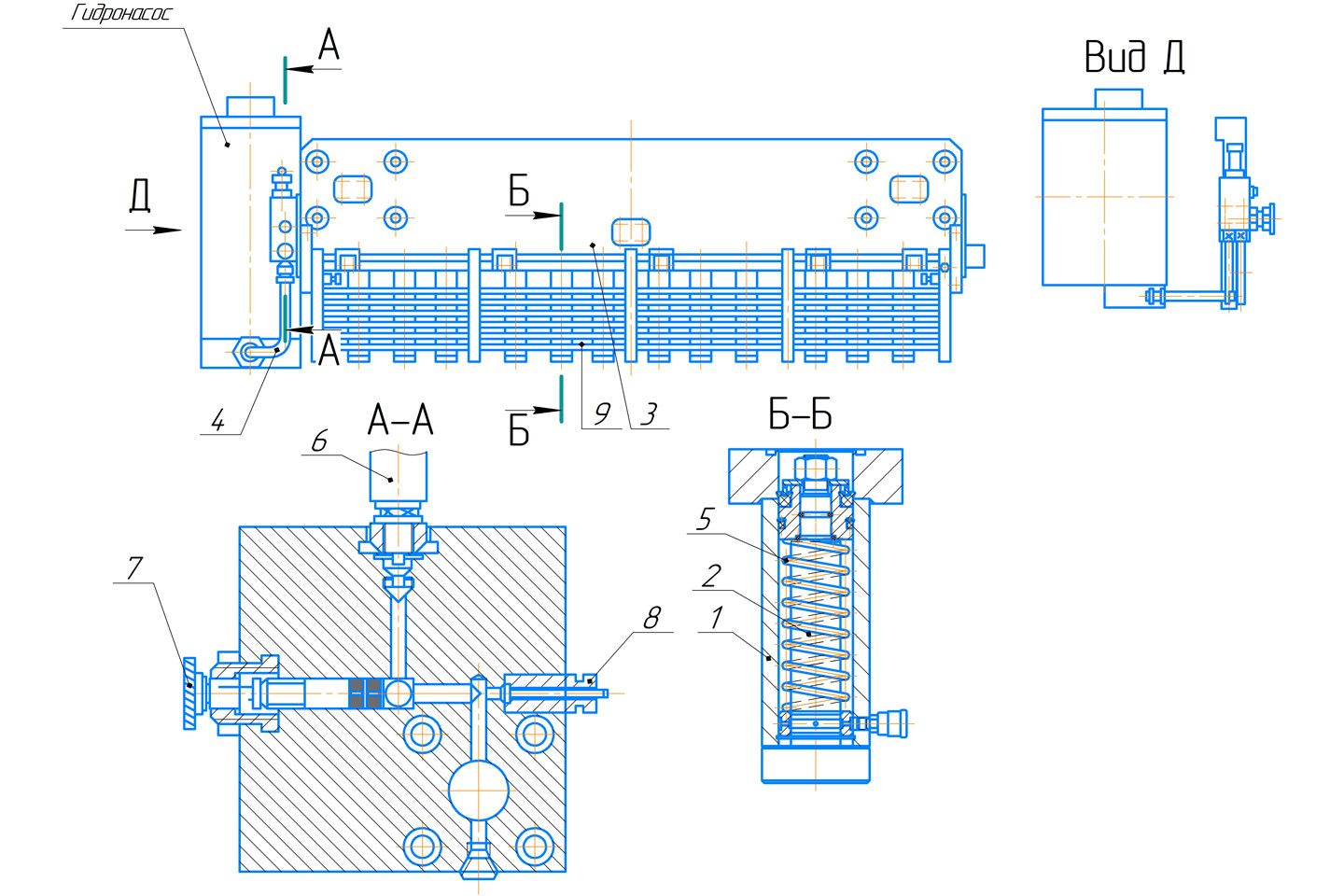
Прижимная балка служит для прижима листа к столу ножниц во время резания.
Прижим листа осуществляется штоками 2 гидроцилиндров 1, которые крепятся к прижимной балке 3. масло от гидронасоса через трубу 4 поступает в канал балки, а из канала в поршневые полости гидроцилиндров.
По окончании резания штоки 2 поднимаются пружинами 5 и вытесняют масло обратно в гидронасос. Давление масла, создаваемое гидронасосом, контролируется манометром 6 (для контроля необходимо открыть вентиль7).
При первоначальном пуске ножниц для удаления воздуха из гидросистемы открывается вентиль 8 и воздух из системы удаляется в атмосферу.
Такая прокачка длится до полного удаления воздуха из системы, затем вентиль 8 перекрывается, и прижимная балка готова к работе.
При установившемся стабильном давлении масла в гидросистеме вентилем 7 перекрыть доступ масла к манометру.
В процессе работы вентиль 7 необходимо периодически открывать для проверки давления масла в гидросистеме прижимной балки.
Воздух из гидросистемы прижимной балки необходимо удалять после каждого перерыва в работе ножниц, а также перед их пуском, если давление масла в системе гидронасос – прижимная балка не стабильно. Гидроцилиндры и ножи ножевой балки закрываются ограждением 9.
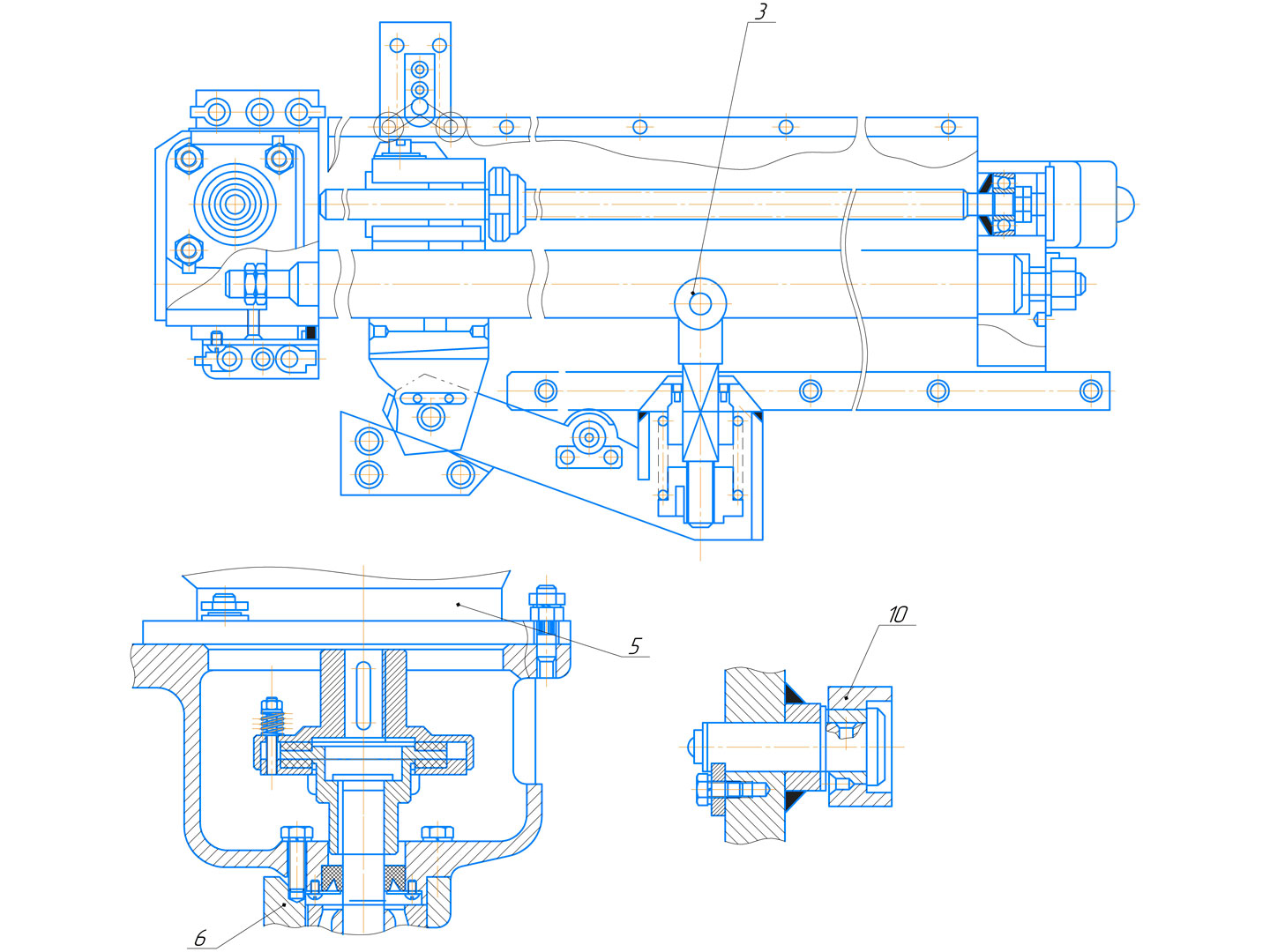
Балка ножевая ножниц НА3224
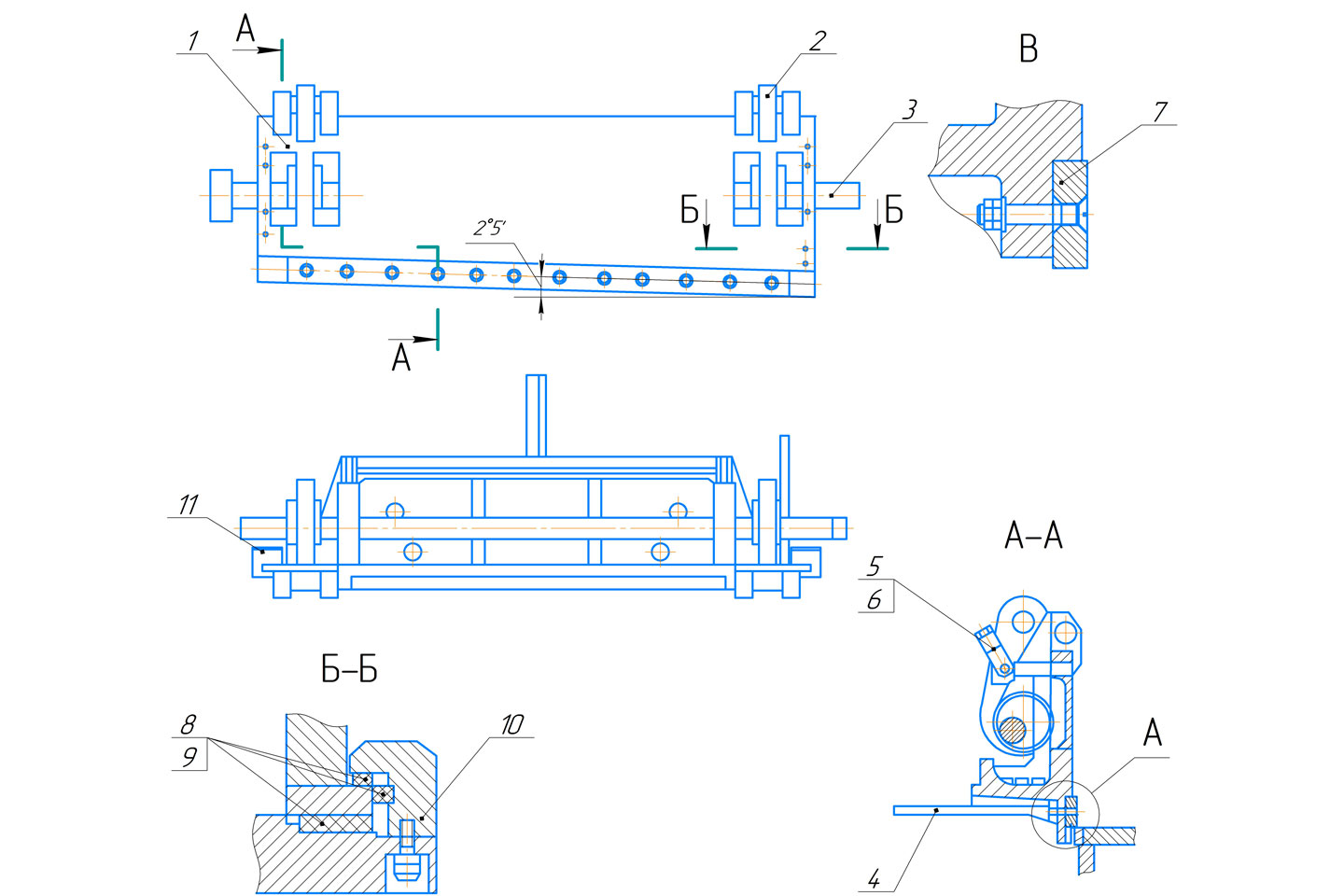
Рис. 5. Балка ножевая
Ножевая балка представляет собой жесткую сварную конструкцию. Ползуну 1 сообщается возвратно-поступательное движение эксцентриковым валом 3 через шатуны 2.
В нижней части основания ползуна имеется паз для скрепления направляющей заднего упора 4. К ребрам ползуна крепятся вилки 5 и 6, в которые ввинчиваются тяги уравновешивателей. На ползуне в нижней его части имеется паз для крепления верхних ножей 7. Для улучшения качества реза ножевая балка наклонена под углом 2°50´ по отношению к нижнему ножу.
Ножевая балка имеет текстолитовые направляющие 8,9 и стальные планки 10, 11.
Уравновешиватель ножниц НА3224
Он служит для уравновешивания веса ножевой балки и выбора зазора между направляющими станины и ножевой балки.
Уравновешиватель представляет собой пневматический цилиндр 7, закрепленный на станине. Тяга 4 шарнира соединена с кронштейном ножевой балки и поршнем 3. Штоковая полость соединена с ресивером. Смазку внутренней поверхности цилиндра производить заливкой жидкой смазки через отверстие 5 в крышке 2.
Количество заливаемого масла – 50 г.
Смазка шаровой опоры 1 производится заливкой жидкой смазки через отверстие 6 в крышке 2.
Для смазки штока поршня поз.3 необходимо вывернуть пробку поз.8, ввернуть масленку, произвести шприцевание и вновь закрыть отверстие пробкой. В период обкатки ножниц количество заливаемого
масла через отверстие 5 крышки 2 – 100 г. в каждый уравновешиватель.
Механизированный задний упор ножниц НА3224
Привод заднего упора
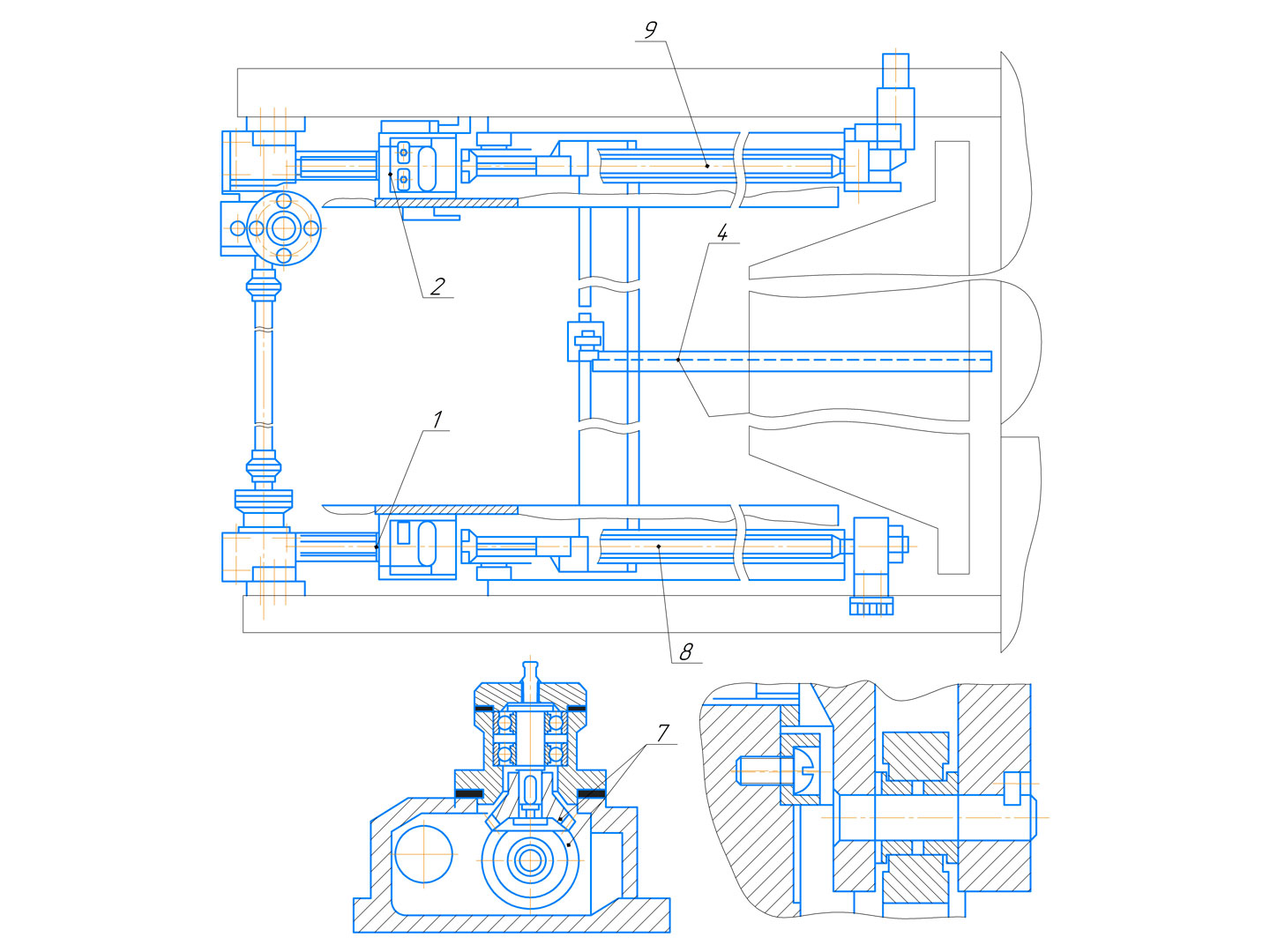
Задний упор подвешен к двум ползушкам 1 и 2 и на ролике 3, который свободно катится в направляющей 4, закрепленной на основании ножевой балки. Установка заднего упора на определенное расстояние от линии реза осуществляется электродвигателем 5 через червячный редуктор 6, две пары конических шестерен 7 и два ходовых винта 8 и 9. При вращении ходовых винтов ползушки 1 и 2 перемещаются вперед или назад и перемещают упор на требуемую ширину отрезаемой полосы. Для предотвращения заклинивания отрезаемой полосы между ножом и упором, последний, при ходе ножевой балки вниз, отводится от ножа вниз и назад.
Допустимое отклонение при рубке с задним упором до 3мм.
При резке полос шириной более 1000 мм задний упор отводится в крайнее заднее положение до срабатывания конечников и поднимается вверх при наезжанииролика на скос.
Таким образом, лист свободно может проходить под задним упором. Отвод упора в заднее положение производится при нормальной высоте ножевой балки. Минимальная длина полосы, отрезаемой по упору определяется практически, исходя из ширины и толщины отрезаемого листа.
Балка упорная
Представляет собой сварную конструкцию. Базовыми деталями являются швеллер и лист.

Угловой упор ножниц НА3224 (опция)
Угловой упор предназначен для подачи листа в зону реза под заданным углом.

Угловой упор состоит из сухаря 1 устанавливаемого в один из трех Т-образных пазов на столе, листа 2 на котором установлен лимб 3 с углами поворота, поворотного листа 4 с низу которого прикреплена стрелка 5, а с торца прикреплен упор 9, в который упирается лист. Сверху поворотного листа устанавливается шайба 6 которая предотвращает поворот поворотного листа в процессе затягивания ступицей 7. Для облегчения вращения ступицы, в нее ввернуты ручки 8. После выставления необходимого угла реза ±60º (60º - крайняя не промаркированная метка), с помощью ступицы подтягивается сухарь, в результате чего происходит фиксация установленного угла. Так же при выставлении угла реза, весь механизм можно переместить ближе к ножу, либо дальше от ножа.
Механизм поджима листа к боковому упору (доп. опция)
Механизм поджима листа к боковому упору, состоит из сварного кронштейна 1 перемещаемого по столу в зависимости от разрезаемого листа, двух стаканов 2 закрепленных в кронштейне 1. В стаканы устанавливаются пружины 3, которые выдвигают ось 4 в которой установлена ось 5 на которой вращается ролик 6 на подшипнике. При увеличения или снижения усилия поджима, необходимо ввернуть или вывернуть гайку 7.
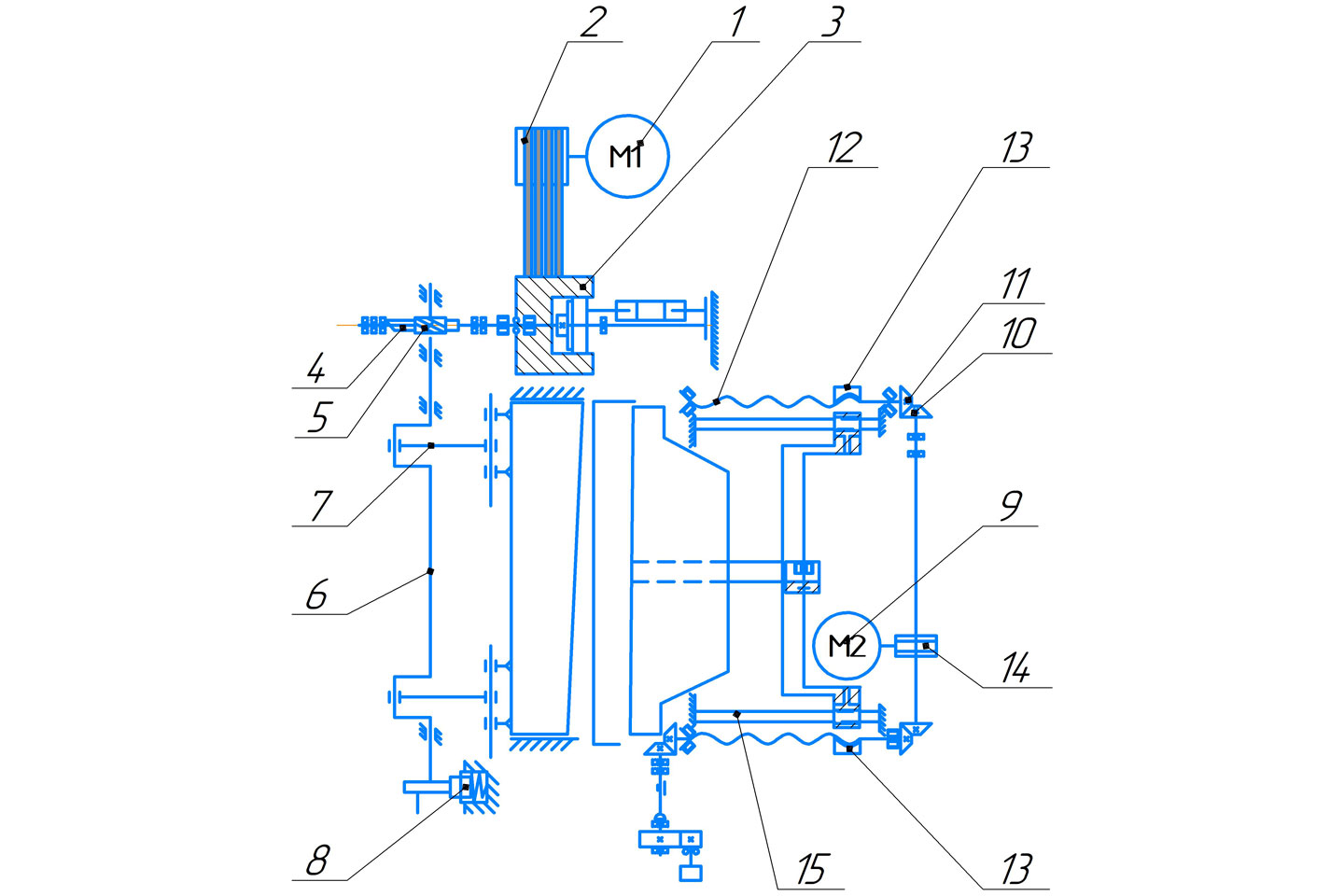
Кинематическая схема ножниц НА3224
|
Поз. |
Наименование |
Кол-во |
Примечание |
|
1 |
Электродвигатель |
1 |
N = 55 кВт |
|
2 |
Шкив |
1 |
|
|
3 |
Муфта-тормоз с маховиком |
1 |
|
|
4 |
Колесо червячное |
1 |
m = 16; z = 79 |
|
5 |
Червяк |
1 |
K = 3 |
|
6 |
Вал эксцентриковый |
1 |
|
|
7 |
Шатун |
2 |
|
|
8 |
Насос гидравлический |
1 |
|
|
9 |
Электродвигатель |
1 |
N= 1,5 кВт |
|
10 |
Шестерня |
1 |
m = 2; z = 30 |
|
11 |
Шестерня |
1 |
m = 2; z = 15 |
|
12 |
Ходовой винт |
2 |
t = 8 |
|
13 |
Гайка |
2 |
t = 8 |
|
14 |
Червячный редуктор 2ч80-10-56-3-1 |
1 |
|
|
15 |
Скалка |
2 |
|
ВНИМАНИЕ! Допустимое число резов в пределах от 3,5 минˉ¹ (при резке наибольших размеров разрезаемого металла – толщине 32 мм и ширине реза 3150 мм) до 10 минˉ¹ выбирается таким образом, чтобы время между резами обеспечивало разгон маховика до номинальных оборотов.
Длительность перерыва для восстановления энергии маховика между ходами ножевой балки ножниц должна составлять от 4 сек. до 15 сек.
Если, в зависимости от толщины и прочности свойств листа, длины отрезаемой заготовки и скорости подачи листа, нельзя обеспечить указанное число резов в автоматическом режиме, то работу осуществлять в ручном режиме.
Категорически запрещается работа ножниц в любом режиме и при любых параметрах разрезаемого листа при числе резов более 10 минˉ¹.
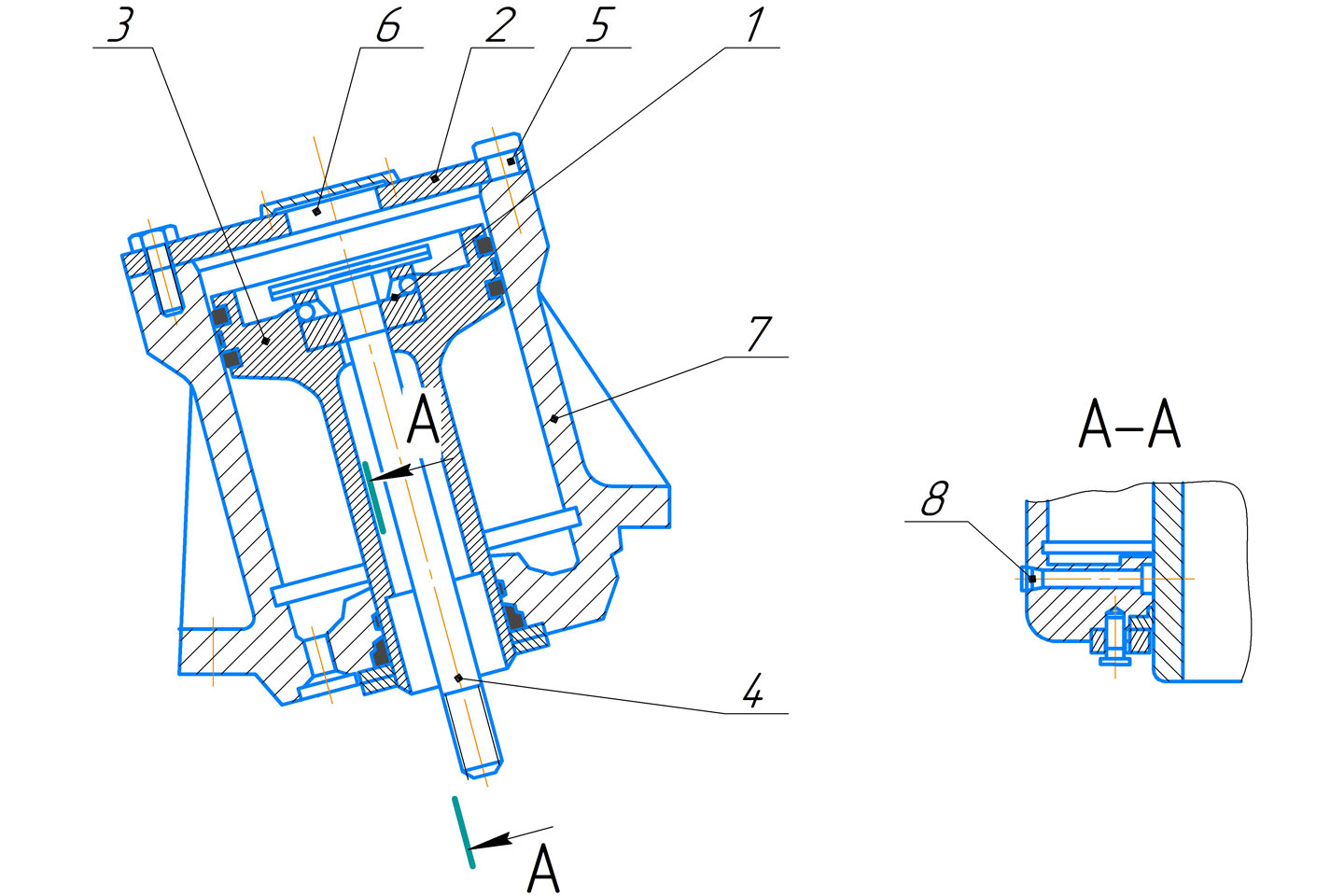
Гидросистема ножниц НА3224
На левой стойке ножниц расположен двухплунжерный гидравлический насос для прижима листа во время резания. Насос состоит из корпуса 17, имеющего полость «В» для рабочей жидкости, и закрытого с нижней стороны крышкой 2 цилиндра 3 низкого давления, в котором размещены поршень 4 низкого давления, являющегося одновременно цилиндром высокого давления, и поршень 5 высокого давления, а также закрепленного на эксцентриковом валу ножниц кулака 6.
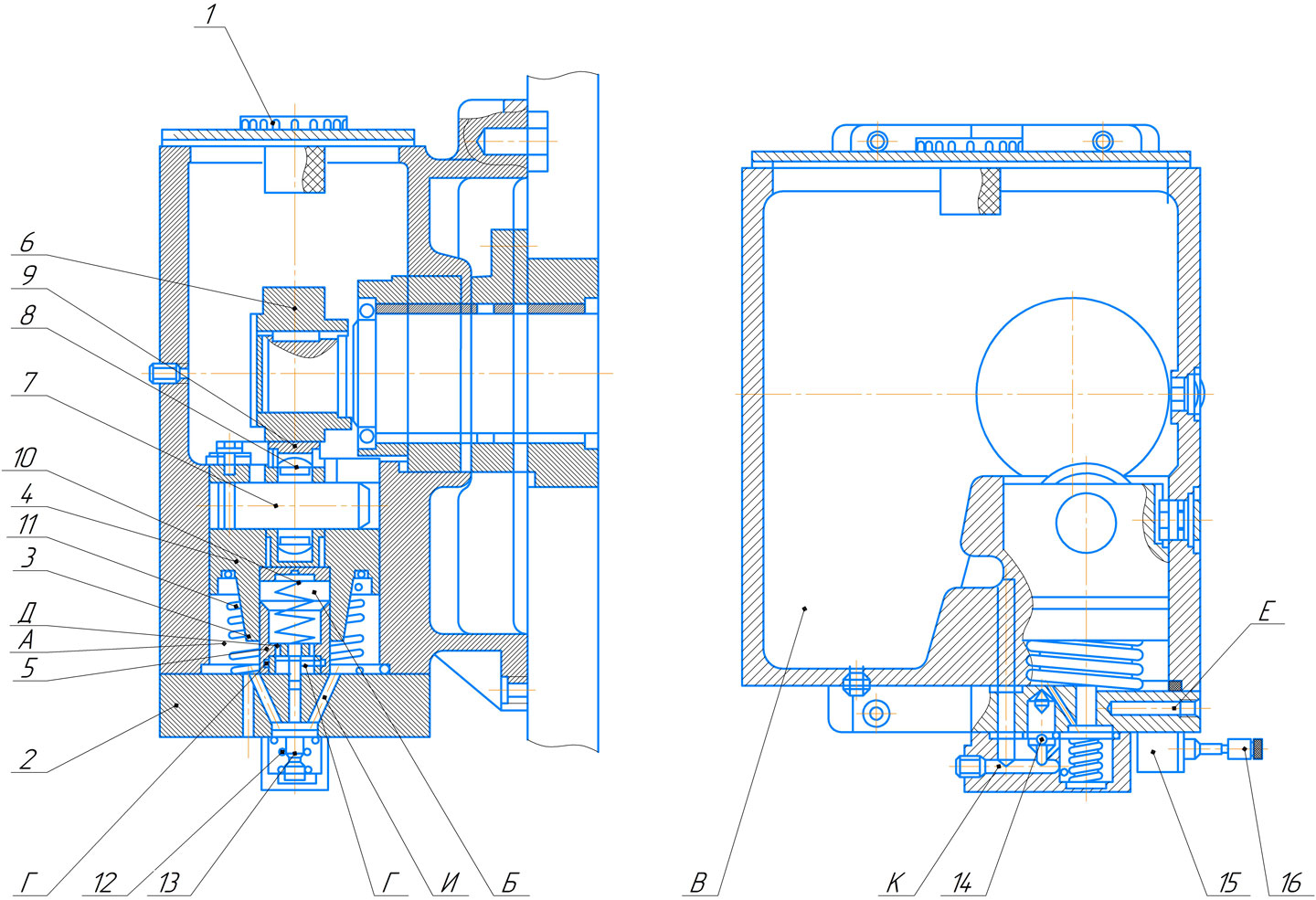
Размещенный на закрепленной в поршне низкого давления оси 7 подшипник 8 с обоймой 9 поджат пружинами 10 и 11 к кулаку 6. Крышка 2 снабжена нагруженным пружиной 13 предохранительным клапаном 13 ступени низкого давления, обратным клапаном 14 и напорным золотником 15, контролирующим величину давления ступени высокого давления. Работает насос следующим образом: при повороте эксцентрикового вала кулак 6, воздействуя на обойму 9,
перемещает поршень 4 ступени низкого давления, который вытесняет при этом масло из полости «А» через щель «Г» и из полости «Б» через отверстие «Д» в канале «Е», связанный трубопроводом с поршневыми полостями гидроприжимов прижимной балки. В момент, когда усилие, действующее на предохранительный клапан 13ступени низкого давления превышает усилие пружины 12, клапан перемещается одновременно с поршнем 5 ступени высокого давления, который с помощью резинового кольца, закрепленного в торце поршня, перекрывает щель «Г». После этого масло, нагнетаемое поршнем 4 ступени низкого давления, поступает по каналам «И» и «К» в полость «В», а масло, нагнетаемое перемещающимся цилиндром ступени высокого давления, продолжает поступать в гидроприжимы, поднимая давление в последних до величины, определяемой затяжкой пружины напорного золотника 15.
При движении поршня ступени низкого давления и цилиндра, ступени высокого давления под действием пружин 10 и 11 вверх, давление в полости «Б» падает, пружина 12 закрывает предохранительный клапан 13 ступени низкого давления и отводит поршень 5 ступени высокого давления от торца крышки, освобождая при этом щель «Г», по которой масло из гидроприжимов возвращается в полость «А».
Часть масла, которая при ходе поршня низкого давления вниз была вытеснена по зазорам поршней через предохранительный клапан ступени низкого давления и через напорный золотник, поступает из полости «В» по каналу «К», обратный клапан 14 в полость «А» и далее через щель «Г» в полость «Б».
Гидравлический насос готов к повторной работе. Масло в насос заливается через фильтр 1 и контролируется по маслоуказателю. Настройка напорного золотника на необходимое давление, которое указывается в паспорте ножниц производится за счет регулировочного винта 16 и контролируется по манометру, установленному на прижимной балке ножниц.
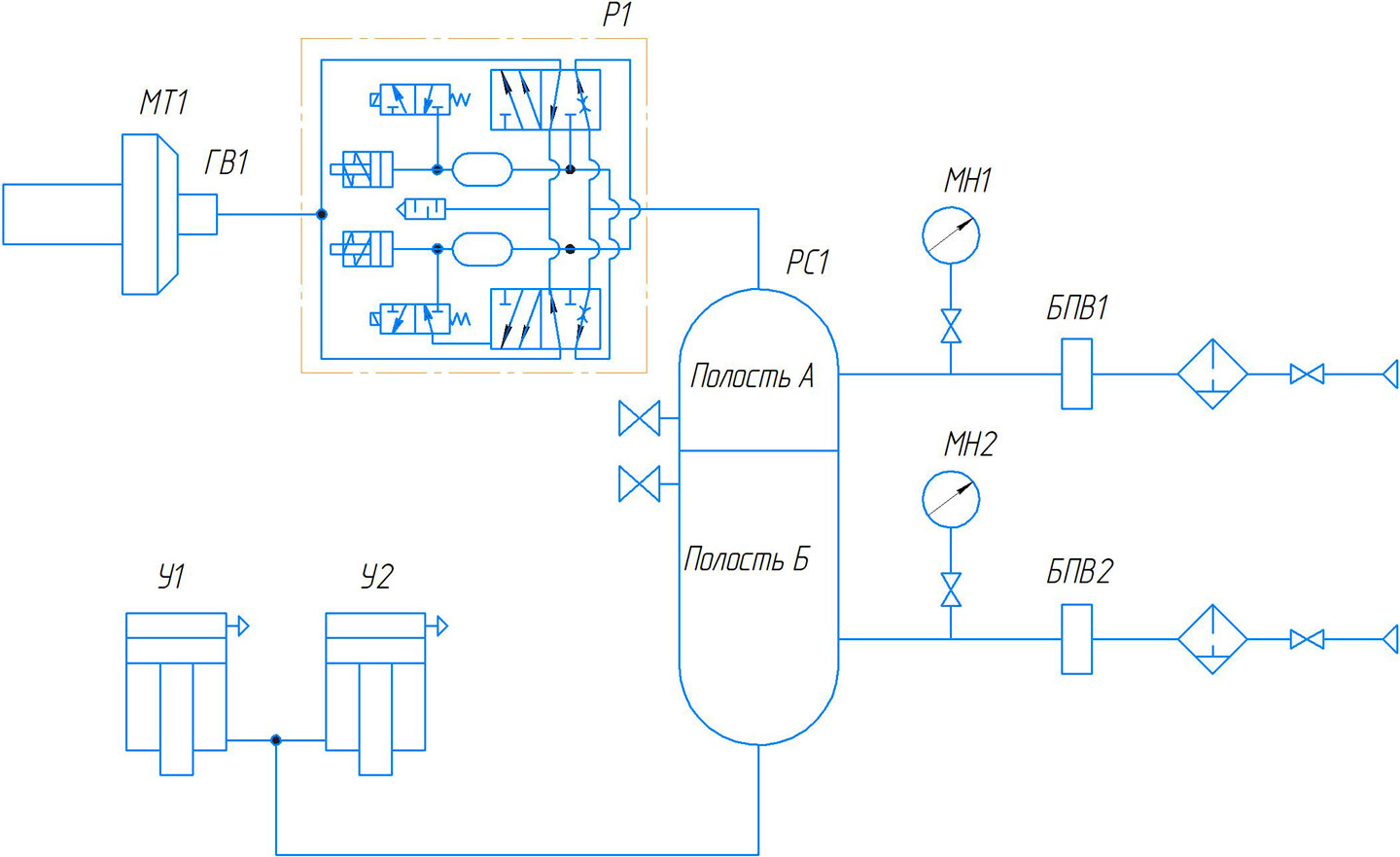
Пневмосистема ножниц НА3224
Пневмосистема предназначена для привода пневматических исполнительных механизмов и работает на сжатом воздухе давлением от 0,5 МПа до 0,6 МПа, загрязненностью не более 10 класса по ГОСТ 17433-80, при температуре окружающего воздуха от +1°С до +55°С и относительной влажности до 70%.
|
Обозначение |
Наименование |
Кол. |
|
БПВ1, БПВ2 |
Блок подготовки воздуха |
2 |
|
МН1...МН2 |
Манометр |
2 |
|
ГВ1 |
Головка воздухоподводящая |
1 |
|
МТ1 |
Муфта – тормоз |
1 |
|
Р1 |
Пневмораспределитель |
1 |
|
РС1 |
Ресивер |
1 |
|
У1, У2 |
Уравновешиватель |
2 |
Описание работы пневмосистемы
Воздух проходит через блоки подготовки воздуха БПВ1, БПВ2 где очищается от вредных частиц, воды и компрессорного масла.
Далее сжатый воздух по двум трубопроводам подается в полости ресивера.
При включении электромагнитов трехлинейного распределителя Р1 сжатый воздух из полости «А» ресивера через воздухоподводящую головку ГВ1 подается в полость муфты-тормоза МТ1.
Из полости «Б» ресивера воздух подается к уравновешивателям У1 и У2.Контроль за величиной давления сжатого воздуха в пневмосистеме осуществляется визуально с помощью манометров МН1 – МН2.
Первоначальный пуск и настройка аппаратуры
Перед подключением пневмосистемы к питающей пневмосети необходимо, прежде всего, проверить качество и правильность монтажа пневмосистемы внешним осмотром, проконтролировать величину давления подводимого воздуха к машине.
Давление должно быть 0,5-0,6 МПа. Утечки сжатого воздуха в резьбовых соединениях воздухопровода не допускаются.
Настройка аппаратуры выполнена заводом-изготовителем
Контроль вести по манометрам МН1, МН2;
Для устранения перегрузки двигателя произвести уточнение давления в линии уравновешивателей по шуму работы зубчатых колес.
Сила звука при ходе ножевой балки вверх и вниз должна быть одинаковой. Контроль вести по манометру МН2 при равномерном движении ползуна;
Залить масло И-20А ГОСТ 20799-88 в маслораспылитель блока кондиционирования БК1, БК2 до черты на прозрачном стакане;
В Н И М А Н И Е ! Операции данного раздела руководства следует производить в изложенной последовательности и объеме каждый раз после разборки пневмосистемы для ремонта или изменений, а также после вынужденного продолжительного простоя ножниц.
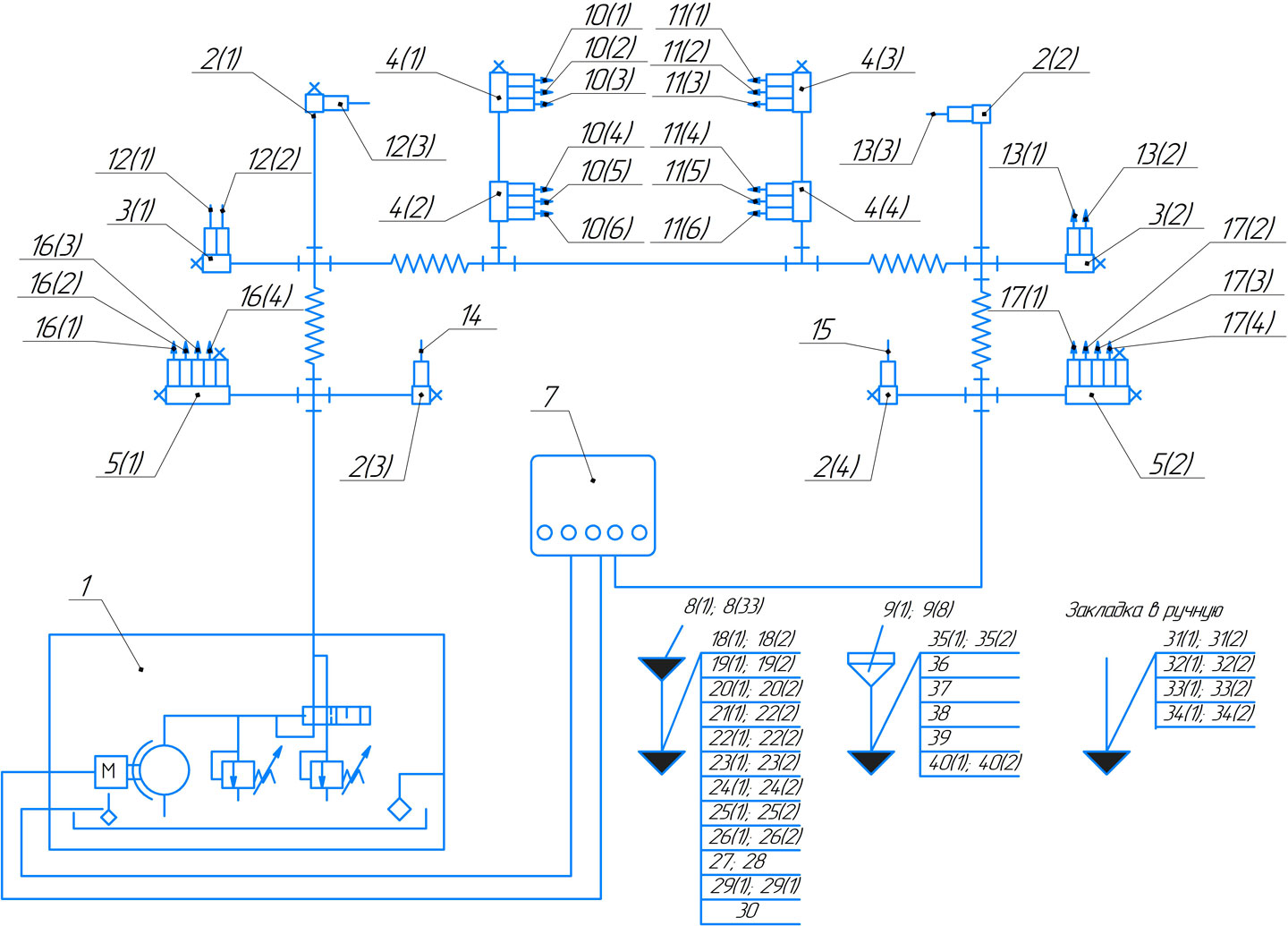
Система смазки ножниц НА3224
Смазка обеспечивается следующими системами:
- централизованной системой смазки направляющих ползуна, опор шатуна, опор эксцентрикового вала, буксы червячного редуктора;
- периодической системой густой смазки, осуществляемой шприцем с помощью масленок для смазки подшипников маховика и головки, подшипников червячного вала, механизма регулировки ползуна, осей тяг уравновешивателей, втулок гидроприжимов, штоков, уравновешивателей, осей опорных роликов, осей рычагов направляющих ползушки, оси ролика подвески, направляющей подвески, подшипников ходовых винтов;
- периодической жидкой смазкой;
- периодической густой смазкой вручную шарикоподшипников, шестерен привода и подшипников ходовых винтов, манжет поршня уравновешивателей;
- периодической жидкой смазкой, осуществляемой наполнение ванн подшипников уравновешивателей, пневмосистемы, редуктора главного привода, корпуса гидронасоса, редуктора, винтов ходовых.
|
№ |
Наименование |
Кол-во |
|
1 |
Станция импульсной смазки с электроприводом |
1 |
|
2(1)-2(2) 2(3)-2(4) 3(1)-3(2) 4(1)-4(2) 4(3)-4(4) 5-6 |
Питатели Импульсный питатель 0,10см3/цикл Импульсный питатель 0,10см3/цикл Импульсный питатель 0,10см3/цикл Импульсный питатель 0,10см3/цикл Импульсный питатель 0,10см3/цикл Импульсный питатель 0,10см3/цикл |
2 2 2 2 2 2 |
|
7 |
Прибор управления |
|
|
8(1)-8(33) |
Масленка |
33 |
|
9(1)-9(8) |
Заливное отверстие |
8 |
|
10-17 |
Точки смазки |
28 |
|
18-30 |
Точки смазки |
23 |
|
31-34 |
Точки смазки |
9 |
|
35-40 |
Точки смазки |
8 |
Перечень точек смазки:
|
№ |
Расход |
Частота |
Смазываемая точка |
Куда входит |
Материал |
|
10(2)..10(4) |
0,2 см³ |
В режиме циклов |
Левые направляющие ползуна |
Станина |
Масло «И-40» ГОСТ 20799-88 |
|
10(5), 10(6) |
0,5 см³ |
||||
|
11(1)..11(4) |
0,2 см³ |
Правые направляющие ползуна |
Станина |
||
|
11(5) 11(6) |
0,5 см³ |
||||
|
12(1) 12(2) |
0,5 см³ |
Опоры левого шатуна |
Станина |
||
|
12(3) |
0,2 см³ |
||||
|
13(1) 13(2) |
0,5 см³ |
Опоры правого шатуна |
Станина |
||
|
13(3) |
0,2 см³ |
||||
|
14 |
0,1 см³ |
Левая опора эксцентрикового вала |
Станина |
||
|
15 |
0,1 см³ |
Правая опора эксцентрикового вала |
Станина |
||
|
16(1)-16(2) |
0,5 см³ |
Букса насоса |
Насос гидравлический |
||
|
16(3), 16(4) |
0,2 см³ |
||||
|
17(1), 17(2) |
0,5 см³ |
Букса червячного редуктора |
Привод |
||
|
17(3), 17(4) |
0,2 см³ |
||||
|
18(1), 18(2) |
|
Раз в месяц |
Подшипники маховика и головки |
|
ЦИАТИМ-203 ГОСТ 8773-73 |
|
19(1), 19(2) |
|
Подшипники червячного вала |
Привод |
||
|
20(1), 20(2) |
|
Механизм регулировки ползуна |
|
||
|
21(1), 21(2) |
128 см³ |
Оси тяг уравновешивателей |
|
||
|
22(1), 22(2) |
2÷4 см³ |
Втулки гидроприжимов |
Балка прижимная |
||
|
23(1), 23(2) |
0,2 см³ |
Раз в смену |
Штоки уравновешивателей |
Уравновешиватель |
|
|
24(1), 24(2) |
6÷8 см³ |
Раз в неделю |
Оси опорных роликов |
Насос гидравлический |
|
|
25(1), 25(2) |
45 см³ |
Оси рычагов |
|
||
|
26(1), 26(2) |
360 см³ |
Направляющие ползушки |
Упор задний |
||
|
27 |
11 см³ |
Раз в неделю |
Ось ролика подвески |
|
|
|
28 |
22 см³ |
Направляющая подвески |
|
||
|
29(1), 29(2) |
216 см³ |
Подшипники ходовых винтов |
Упор задний |
||
|
31(1), 31(2) |
|
Раз в смену |
Манжеты поршня уравновешивателя |
|
|
|
32(1)-32(3) |
1,5-3 см³ |
Раз в 6 месяцев |
Шарикоподшипники |
|
|
|
33(1), 33(2) |
1,5-3 см³ |
|
|
||
|
34(1), 34(2) |
228 см³ |
Шестерни привода и подшипники ходовых винтов |
Упор задний |
||
|
35(1), 35(2) |
3-5 см³ |
Раз в смену |
Подшипники уравновешивателей |
Уравнове-шиватель |
Масло «И-40» ГОСТ 20799-88 |
|
36 |
200 см³ |
Раз в месяц |
Пневмосистема |
Воздухопровод |
|
|
37 |
10000-12000 см³ |
Редуктор главного привода |
Привод |
||
|
38 |
|
Корпус гидронасоса |
|
||
|
39 |
2000 см³ |
Раз в три месяца |
Редуктор |
Привод |
|
|
40(1), 40(2) |
370 см³ |
Раз в неделю |
Винты ходовые |
Упор задний |
Основные характеристики применяемых смазочных материалов:
|
Наименование смазочного материала |
Характеристика |
|
Масло «И-40» ГОСТ 20799-88 |
Вязкость не более 47-55 cst при температуре 50°С |
|
ЦИАТИМ-203 ГОСТ 8773-73 |
Температура каплепадения 90°С |
Электрооборудование ножниц НА3224
Электроаппаратура расположена в электрическом шкафу. Органы управления расположены на пульте управления. Световая сигнализация и переключатели выбора режима работы расположены на дверце электрошкафа.
Краткая характеристика электрической схемы
Электрооборудование ножниц выполнено по схеме электрической принципиальной.
В схеме применены следующие напряжения:
- 380VAC - силовая цепь питания электродвигателей;
- 220VAC - питание трансформатора, блоков питания, магнитного пускателя КМ1, вытяжки эл.шкафа, маслостанции;
- 24VAC – питание магнитных пускателей КМ2 и КМ3
- 24VDC- питание реле, цепей сигнализации, цепей освещения зоны реза, электромагнитов пневмоблока, датчика исходного положения;
- 12VDC – питание устройства цифрового измерения.
Подключение и отключение ножниц к сети осуществляется вводным автоматическим выключателем на стенке электрошкафа. На дверце электрошкафа расположены переключатели режимов работы:
SА1 – «Выкл.» - «Педаль» - «Одиночный ход» - «Непрерывный ход».
SА2 – «Выкл.» - «Работа» -«Толчок» -«Ручной проворот»

Защита
- Защита электродвигателей и аппаратов при коротких замыканиях осуществляется автоматическими выключателями.
- Защита электродвигателей от перегрузки главного привода –УПП
- Защита привода регулировки заднего упора – тепловым реле.
- Защита цепей питания трансформатора, блоков питания, двигателя масло-станции и вытяжки электрошкафа осуществляется автоматическими выключатиелями QF3-QF6, QF8.
- Размыкаемый контакт конечного выключателя SQ1 отключает главный привод и муфту при открывании ограждения прижимной балки.
- При отсутствии давления воздуха в рабочей магистрали отключается цепь управления муфты. В этом случае загорается индикатор VC8.
Назначение электроаппаратов
|
Обозначение |
Наименование |
Назначение |
|
А1 |
Устройство плавного пуска |
Плавный пуск главного привода для снижения токовых нагрузок на сеть |
|
А2 |
Устройство цифрового измерения ТК037.02.03 |
Устройство измерения длины отрезаемой заготовки |
|
М1 |
Главный эл.двигатель |
Привод рабочих механизмов |
|
М2 |
Двигатель заднего упора |
Привод заднего упора |
|
М3 |
Двигатель маслостанции |
Работа маслостанции |
|
М4 |
Двигатель Вытяжки эл.шкафа |
Вентиляция эл.шкафа |
|
КК1 |
Тепловое реле РТИ1310 |
Защита М2 от перегрузок |
|
КМ1 |
Пускатель |
Питание гл.двигателя |
|
КМ2, КМ3 |
Пускатель |
Включение двигателя привода заднего упора |
|
K1-K2 |
Реле RXG 22BD Розетка RCZE1S48M |
К1-контроль воздуха, К2-стоп реза, |
|
К3 |
Реле RXM 4A2BD Розетка RXZ E2M114M Скоба RXZ R335 |
К3-пуск реза |
|
КТ1 |
ВЛ-42М1 |
Реле времени для маслостанции |
|
TV1 |
Трансформатор ОСМ1-0,63 (220/24VAC) |
Питание цепей управления КМ1-КМ2 |
|
G1 |
Источник питания MEANWELLSDR-240-24 |
Питание цепей управления реле пневмораспределителя, индикацией и освещения линии реза |
|
G2 |
Источник питания MEANWELLAPV-8-12 |
Питание УЦИ |
|
VC1-VC10 |
Индикатор СКЛ15.3А-К-2-24V СКЛ15.3А-Л-2-24V |
Индикатор светодиодный обозначения режимов работы, сеть, контроль воздуха |
|
SА1 |
Переключатель ПК16-11 Ф4198 |
Выбор режимов: одиночный ход, педаль, непрерывные хода |
|
SА2 |
Переключатель ПК16-11 Ф3219 |
Выбор режимов: работа, толчок, ручной проворот |
|
SA3 |
Переключатель АС22 |
Включение освещения зоны реза |
|
SA4 |
Переключатель AC22 |
Включение лазерного указателя линии реза |
|
SAB1 |
Переключатель с ключом АКS-22 |
Ключ-бирка включения цепей управления |
|
SВ1, SB2 |
Кнопка-гриб красная на педали управления |
Общий стоп |
|
SВ4- SB7, SB9- SB10 |
Кнопка |
SB4-Пуск гл.двигателя SB5, SB6-управление задним упором SB7-пуск пневмомуфты (реза) SB9-стоп непрерывных ходов SB10-ручная прокачка масла |
|
SB8 |
Педаль |
Пуск пневмомуфты (реза) |
|
SQ1 |
ВПК-2112 |
Концевой выключатель ограждения |
|
SQ2-3 |
ВПК-2112 |
Контроль конечных положений заднего упора |
|
SQ4 |
Датчик индуктивный ВБ2.18М.75.5.1.1.С4 |
Датчик исходного положения |
|
EL |
Светодиодная лента 120-24V 6000K IP20 |
Освещение линии реза |
|
VL |
Лазерный указатель УЛ03 (Л) |
Лазерный указатель линии реза |
ПОРЯДОК УСТАНОВКИ И МОНТАЖА
Распаковка ножниц НА3224
Все прилагаемые к ножницам принадлежности упаковываются в отдельный деревянный ящик.
Документы, прилагаемые к ножницам, вкладываются в непромокаемый пакет и упаковываются вместе с принадлежностями.
При получении ножниц проверить сохранность машины и отсутствие транспортных дефектов.
Транспортирование ножниц НА3224
Зачалку распакованных ножниц при транспортировке следует производить согласно схеме:

Рис. 16. Схема строповки ножниц НА3224
В Н И М А Н И Е ! Запрещается тянуть ножницы волоком.
Установка ножниц НА3224
Перед началом монтажа ножниц необходимо изучить принцип их работы.
Установка ножниц НА3224 требует заложения фундамента, глубина его заложения зависит от грунта и веса изделия, но не может быть менее 1000мм.
При установке ножниц на фундамент зазоры между стойками и столом, стойками и траверсой, стойками и стяжкой, не должны быть более 0,04 мм.
Допускаются проходы щупа на глубину 1/3 ширины опорной поверхности, но не более 10 мм. Проходы щупа между сопряженными поверхностями – не более 10% периметра.
Точность установки ножниц на фундаменте (см.рис.16) в поперечном и продольном направлениях должна быть выдержана в пределах до 0,15 мм на длине 1000 мм, в двух направлениях по столу ножниц.
Горизонтальность стола ножниц необходимо периодически проверять не менее одного раза в полгода.
В Н И М А Н И Е ! Неправильная установка ножниц на фундаменте оказывает отрицательное влияние на их работоспособность и долговечность, а также на точность отрезаемых заготовок.
ПОРЯДОК РАБОТЫ
Подготовка к первоначальному пуску ножниц НА3224
Перед пуском ножниц необходимо предварительно выполнить требования, изложенные в разделах руководства «Гидросистема, пневмосистема и смазочная система и «Электрооборудование».
Необходимо удалить временную противокоррозийную защиту
Заземлить ножницы, подключить к общей цеховой системе заземления.
Подключить ножницы к электросети.
После подключения ножниц к сети необходимо опробовать электродвигатель без включения рабочих органов ножниц.
ВНИМАНИЕ! При включении электродвигателя маховик должен вращаться по часовой стрелке, если на него смотреть со стороны пульта.
Убедиться в правильности монтажа и надежности креплений всех соединений.
Индивидуальные точки смазки заполнить с помощью шприца согласно схеме смазки, смазку прокачать.
Проверить щупом зазор между передними и задними направляющими станины, который должен составлять 0,16-0,40 мм, между боковыми направляющими и станиной зазор составляет 0,40-0,72 мм. При необходимости произвести регулировку.
Включение ножниц НА3224
Запуск электродвигателя главного привода
Включить в блоке управления автоматический выключатель QF1 и включается лампа светового сигнала «Сеть», VC1
Переключатель SА2 установить в положение «Работа».
При нажатии кнопки SB4 включается реле К6, которое подает сигнал на устройство плавного пуска (далее УПП), и происходит пуск электродвигателя. УПП настроено на плавное нарастание напряжения. По достижении номинального напряжения включает реле К7, которое подает питание на обводной магнитный пускатель КМ1, и на дверце электрошкафа загорится индикатор «ДВИГАТЕЛЬ РАБОТА». При этом может еще происходить разгон маховика непродолжительное время. По достижения равномерного звыка работы эл. двигателя и вращения маховика можно приступить к работе. На дисплее УПП отображается значение тока силовой цепи эл. двигателя. Защита от перегрузки осуществляется при помощи УПП.
Отключение электродвигателя М1 можно произвести нажатием на кнопку SB1, SB2, SB3 – «Общий стоп», расположенные на пульте, с левой стороны стола гильотины и на педали. Так как пуск главного привода является тяжелым, после его останова, следующий пуск рекомендуется делать не раньше чем через 10 мин.
Режимы работы ножниц НА3224
Одиночный ход
Произвести все операции для запуска главного электродвигателя и запустить его. Переключатель SА1 становится в положение «Управление педалью» или «Одиночный ход». При этом загорается индикатор VC4 или VC3 соответственно.
Пуск реза осуществляется нажатием на кнопку SB7 «ХОД» или SB8 «ХОД ПЕДАЛЬЮ», в зависимости от выбранного режима.
Ножевая балка, совершив ход «Вниз», возвращается в исходное верхнее положение.
При достижении ножевой балкой верхнего исходного положения вырезы в экранной втулки совмещаются с рабочей зоной датчика исходного положения SQ4, который отключает муфту ножниц. При этом ножевая балка останавливается с небольшим опозданием, и датчик SQ4 должен проскочить вырез и остаться во включенном состоянии.
При длительном нажатии на кнопку SB7 «ХОД» и SB8 «ХОД ПЕДАЛЬЮ» повторного хода не последует, для повторного хода необходимо отпустить кнопку/педаль и вновь нажать.
Непрерывные ходы
Переключатель SА1 становится в положение «Непрерывные хода». Работает только от кнопки SB7. При включении этого режима загорается индикатор VC5
Нажать кнопку SВ7 «ХОД» на пульте управления. Муфта включается длительно. Команда на отключение муфты подается нажатием кнопки SВ9. Ножевая балка остановится в верхнем крайнем положении.
Наладка (Толчок/Ручной проворот)
В наладке используются следующие режимы:
- «Толчок»;
- «Ручной проворот».
При переключении SA2 в положение «толчок» движение ножевой балки происходит в момент удерживания кнопки SB7. При включении этого режима загорается индикатор VC5
При переключении SA2 в положение «ручной проворот» включаются электромагниты пневмоблока. Этот режим следует включать при полностью остановленном гл. электродвигателе. При включении этого режима загорается индикатор VC6.
Первоначальный пуск ножниц НА3224
Включить ножницы в режим «Наладка» и медленным опусканием ползуна убедиться в том, что зазор между верхним и нижним ножом на всей длине составляет 0,14-1,52 мм (6-8% от толщины листа). При необходимости произвести регулировку.
Перемещение ножевой балки в режиме одиночного хода производить с помощью педали.
Длительность обкатки – 1 час.
На всех режимах проверить четкость работы и герметичность пневмосистемы, взаимодействие узлов и деталей, отсутствие интенсивного нагрева трущихся пар и рабочей жидкости.
До устранения обнаруженных неисправностей ножницы не включать.
РЕГУЛИРОВКА И НАЛАДКА
Настройка ножниц для резки полос заданной ширины производится перемещением заднего упора.
Расстояние от режущей кромки нижнего ножа до заднего упора (ширина отрезаемой полосы) определяется по УЦИ. Перемещение заднего упора достигается нажатием кнопок «Вперед» или «Назад».
Ножницы работают на одиночных и непрерывных ходах. Резка листов максимальной толщины и ширины, указанных в паспорте ножниц, на непрерывных ходах недопустима, т.к. мощность установленного электродвигателя рассчитана на использование 20% ходов.
Зазор между ножами устанавливается с помощью щупа и составляет 6-8% от толщины листа для углеродистой стали обыкновенного качества.
После установки зазора произвести 1-2 пробных реза. Проверить качество отрезаемой заготовки и, при необходимости, произвести подналадку зазора между ножами.
Не допускается резка листов максимальной толщины и ширины из материала с пределом прочности больше 50 кгс/мм².
Необходимо помнить, что точная и надежная работа ножниц зависит от качества заточки ножей. Не допускается резка затупленными ножами. Радиус затупления ножей не должен превышать 0,8 мм. Ножи выполнены с четырьмя режущими кромками потому, что при затуплении одной кромки ножи необходимо периодически поворачивать. Болты, крепящие ножи, должны быть всегда затянуты
Для смены установки ножей необходимо:
- Поднять предохранительное ограждение с прижимной балки;
- Отвернуть гайки винтов, крепящих ножи к ножевой балке и поочередно вытащить ножи;
- Протереть ножи и их опорные поверхности в ножевой балке, повернуть каждый нож другой режущей кромкой и установить его на прежнее место.
- Крепить и устанавливать ножи необходимо, начиная с правого ножа.
- Вынуть нижние ножи, повернуть и установить второй режущей гранью и закрепить винтами.
При переточке ножей необходимо сменить прокладку под нижним ножом и установить режущую кромку заподлицо с верхней плоскостью стола.
Регулировка положения заднего упора:
Производится при настройке заднего упора на величину размера отрезаемой заготовки, при работе с задним упором.
Нажатием на кнопку SB5 и SB6 включается двигатель М2.
После смены и переточки ножей, а также после регулировки зазора между ними размер отрезанной полосы по показаниям УЦИ не будет соответствовать действительному.
Для точной установки заднего упора, упор нужно отрегулировать.
После регулировки необходимо произвести пробный (контрольный) рез и при необходимости произвести подналадку заднего упора.
В Н И М А Н И Е ! Резку листов шириной более 1000 мм, а также холостые хода на ножницах производить при неубранном упоре категорически запрещается.
Для резки полос шириной более 1000 мм необходимо убрать задний упор. Упор убирается автоматически, нажатием кнопки с общего пульта управления, при этом необходимо следить, чтобы упор дошел до крайнего заднего положения и поднялся вверх. Этим самым обеспечивается проход отрезаемой полосы шириной больше 1000 мм.
Возвращение заднего упора вперед для работы с упором тоже следует производить очень осторожно, не включая муфты до тех пор, пока упор не займет положение, равное 1000 мм, или не менее.
Во всех случаях перестройку работы ножниц с упором и без упора следует производить очень внимательно, с визуальным контролем положения заднего упора. В противном случае может произойти авария, т.е. поломка заднего упора.
Регулировка натяжения ремней:
Натяжение ремней производится путем перемещения электродвигателя на салазках. Для этой цели на салазках имеются специальные пазы. При перемещении электродвигателя гайки винтов, крепящих электродвигатель, необходимо отпустить.
Регулировка зазора направляющих ножевой балки:
В случае появления зазора больше допускаемого в направляющих ножевой балки, образующийся зазор уменьшается шлифовкой боковых направляющих – 10, 11 (рис.5) до величины 0,16-0,40 мм.
Не допускается работа под одним прижимом. Во избежание изгиба штока гидроприжима необходимо следить, чтобы на лист опиралось не менее половины диаметра прижима. При резке под двумя прижимами обеспечивается надежное прилегание листа к столу для толщины 20-24 мм. При резке полосы шириной менее 450 мм, толщиной 22-32 мм необходимо использовать боковой упор (рис.1 поз.16).
При износе зубьев червячного колеса его необходимо провернуть на одну треть оборота относительно оси эксцентрикового вала.
Остановка ножевой балки в крайнем верхнем положении контролируется бесконтактным конечным выключателем, расположенным на торце эксцентрикового вала со стороны крышки редуктора.
Отпустив винт, поворотом диска подбирают такое положение, чтобы ножевая балка остановилась в крайнем верхнем положении. Затем диск зажимают винтом.
Допускается при резке листа наибольших размеров недоход ножевой балки до верхней мертвой точки на 10 мм ввиду падения оборотов муфты и, в связи с этим, уменьшение тормозного хода.
Регулировки зазоров между ножами и зазоров в направляющих ножевой балки производятся на заводе-изготовителе. Но они должны проверяться перед первоначальным пуском, раз в неделю в течение первого месяца работы, а затем ежемесячно.
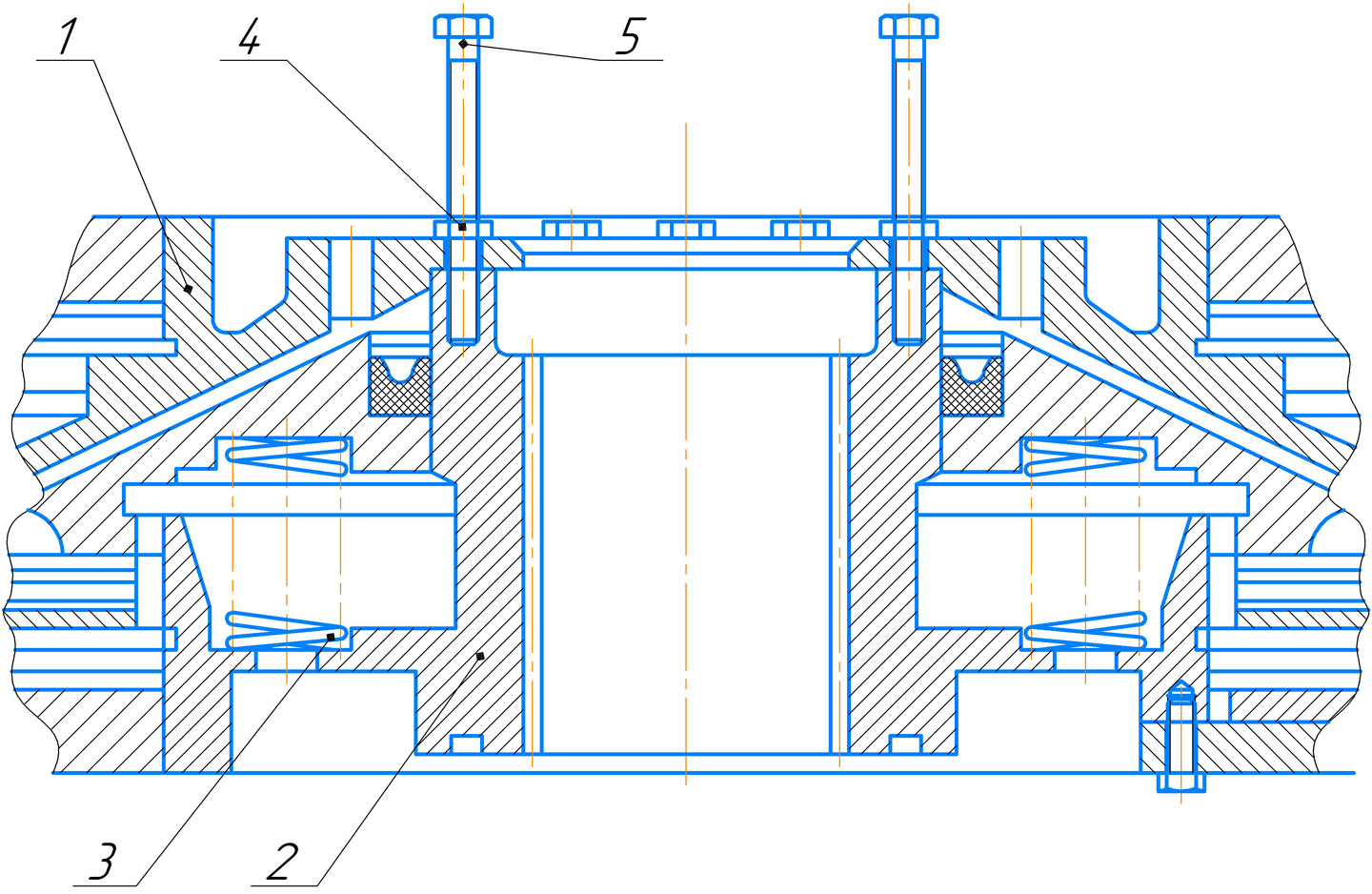
Регулировка муфты-тормоза проведена на заводе-изготовителе.
Перед первоначальным пуском необходимо проверить зазоры в муфте. Первоначальный оптимальный ход цилиндра 1 (рис.А) должен быть 1,5-2,25 мм.
Еженедельно производить проверку и регулировку. Регулировать муфту-тормоз рекомендуется при достижении хода цилиндра 3,5 мм.
Для регулировки хода цилиндра необходимо:
- произвести замер величины Г расположения нажимного диска 2 тормоза относительно поршня 3 через боковые отверстия цилиндра. Этот размер в отрегулированной муфте-тормозе должен быть 4-0,75 мм;
- определить необходимую величину перемещения цилиндра в сторону муфты, которая определяется из выражения: К = Г – 4 – 0,75 мм
- отогнуть концы стопорной планки 8 на опорном диске тормоза 4, отпустить болты на 5…6 мм и снять планку;
- включить муфту;
- повернуть опорный диск тормоза по ходу резьбы в сторону муфты на величину К, согласовывая с шагом резьбы, равным 3 мм;
- совместить паз на диске опорном с пазом на поршне;
- вставить планку, завернуть болты и застопорить;
- отключить муфту;
- отогнуть концы стопорной планки, отпустить болты на 5…6 мм и снять планку на опорном диске муфты 6, аналогично опорному диску тормоза;
- повернуть опорный диск муфты по ходу резьбы в сторону цилиндра до получения зазора между цилиндром и поверхностью накладки ведущего диска в равного 1,5÷2,25 мм;
- совместить паз на опорном диске муфты с пазом на ступице 9;
- вставить планку, завернуть болты и застопорить.
В процессе работы нажимной диск тормоза 2 изнашивается. При износе нажимного диска (появление борозд глубиной более 0,8 мм) его необходимо перешлифовать. Максимальная величина перешлифовки 3 мм. После перешлифовки муфту-тормоз необходимо отрегулировать в вышеуказанной последовательности.
В целях безопасности при разборке муфты-тормоза следует пользоваться спецболтами (Рис. Б.) в освободившиеся диаметрально противоположные отверстии в поршне 1 ввернуть спецболты 5 с гайками 4.
Гайки 4 завернуть до упора в поршень 1, затем вывернуть оставшиеся болты, крепящие поршень к ступице 2. после этого одновременно открутить гайки 4 до полного ослабления пружин 3.
В Н И М А Н И Е ! Спецболты 5 выворачивать из ступицы 2 только после полного ослабления пружин. Сборку производить в обратной последовательности.
Трещины в накладках при их клепке не допускаются. В качестве заклепок использовать трубу М2М6х1,0 ГОСТ617-72, L=14h16; торцы 12,5.
ножницы гильотинные на3224 купить, and3224 3224 металлический форум ножницы гильотинные н3224. ресс-ножницы НА 3224 цена, гильотина Н3224 НА3224 НА3224 цена. НА3224 НОЖНИЦЫ ГИЛЬОТИННЫЕ КРИВОШИПНЫЕ производитель,
По Техническому Заданию заказчика ножницы модели НА3224 могут изготавливаться с шириной стола до 3150 мм, толщиной резки до 20 мм, при этом могут измениться габаритные размеры и масса ножниц. Подробное ТКП можно получить после предоставления Технического Задания. Технические изменения, существенно не влияющие на характеристики ножниц, завод-изготовитель оставляет за собой.
Стандартная комплектация НА3224
-
Ножницы НА3224 в сборе - 1шт.
На ножницах установлено:
- Комплект ножей для ножниц гильотинных
- Механизированный задний упор
- Комплект пневмооборудования
- Станция смазки
Электрооборудование:
- Электрошкаф оборудованный с устройством плавного пуска
- Пульт управления с индикатором положения заднего упора
- Педаль электрическая выносная с кнопкой аварийного останова
- Светодиодная линия освещения зоны реза
Инструмент и принадлежности:
- Шприц рычажно плунжерный
- Комплект клиновых ремней
Документация:
- Руководство по эксплуатации (Паспорт)
- Комплект документации на приобретенные комплектующие
- Декларация о соответствии требованиям ТР ТС
- Гарантийный талон
Дополнительные опции НА3224
- Лазерный указатель линии реза
- Дополнительный комплект ножей
- Боковой упор
- Механизм поджима листа к боковому упору
- Угловой упор
- Удлинитель стола
- Тележка откатная
- Рольганг




ПромСтройМаш является непосредственным производителем НА3224 Мы производим и продаём Ножницы гильотинные, кривошипные НА3224 во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. НА3224 нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить НА3224 вы можете непосредственно у нас или у наших дилеров. Ширина/Толщина разрезаемых листов, мм 3150/25
НА3218
Ширина/Толщина разрезаемых листов, мм 3150/6,3
НА3221
Ширина/Толщина разрезаемых листов, мм 3150/12
НА3222
Ширина/Толщина разрезаемых листов, мм 3150/16
НА3223
Ширина/Толщина разрезаемых листов, мм 3150/20
НА3224
Ширина/Толщина разрезаемых листов, мм 3150/25
НА3225
Ширина/Толщина разрезаемых листов, мм 3150/32