
Пресс механический однокривошипный КД2128

Назначение пресса однокривошипного КД2128
- Пресс однокривошипный открытый простого действия КД2128 с усилием 400 кН представляет собой универсальный пресс, который подходит для резки, штамповки, вырубки, гибки и неглубокой вытяжки и т.д. Но он не подходит для формования методом выдавливания.
- Пресс имеет возможность оснащения автоматической подачей материала, и может работать в полуавтоматическом и автоматическом режимах.
- Номинальное усилие достигается, не доходя 4 мм до крайнего нижнего положения ползуна.
- Пресс изготавливается для эксплуатации в районах с умеренным климатом УХЛ категории размещения 4 по ТУ3828-002-66656357-2021 с дополнительным требованием ‒ нижнее значение температуры воздуха не менее 5˚С, и в районах с сухим и влажным тропическим климатом 0 категории размещения 4.
Основные особенности
- Однокривошипный пресс КД2128 производства завода ПромСтройМаш снабжен автоматической системой смазки, что увеличивает срок службы станка.
- Пресс оснащен пневматической муфтой-тормаз в сочетании с блоком подготовки воздуха Camozzi, что обеспечивает больший ресурс службы станка, позволяет в любой момент остановить движение ползуна, и при работе издает намного меньше шума.
- Станина пресса имеет С-образную открытую конструкцию, что обеспечивает удобство при погрузке и разгрузке изделий из рабочей зоны.
- Кривошипный пресс КД2128 имеет возможность использования в составе автоматизированной линии.
Кривошипные прессы могут быть дополнительно оснащены: механическим выталкивателем (маркетом пневматическим), пневмоподушкой, правильным разматывающим устройством, устройством подачи, фотозащитой, пневмообдувом.
Технические характеристики КД2128
| Номинальное усилие пресса, кН (тс) | 630 (63) |
| Ход ползуна регулируемый, мм: | |
| - наибольший, мм | 100 |
| - наименьший, мм | 10 |
| Частота ходов ползуна, мин-1: | |
| - непрерывных, нерегулируемых | 90 |
| - одинночных | 45 |
| Размеры подштамповой плиты, мм | 710х480 |
| Размеры стола, мм | 710х480 |
| Диаметр отверстия в столе, мм | 300 |
| Максимальное расстояние между столом и ползуном в его нижнем положении при наибольшем ходе, мм | 340 |
| Расстояние от оси ползуна до станины (вылет), мм | 260 |
| Расстояние между стойками станины в свету, мм | 340 |
| Величина регулировки расстояния между столом и ползуном, мм | 80 |
| Наибольший угол наклона станины, град. | нет |
| Толщина подштамповой плиты, мм | 80 |
| Размеры ползуна, мм | 370x310 |
| Диаметр отверстия в ползуне под хвостовик, мм | 55Н8 |
| Глубина отверстия в ползуне под хвостовик, мм | 75 |
| Наибольшее число ходов ползуна в минуту на одиночном режиме | 45 |
| Высота стола над уровнем пола, мм | 840 |
| Мощность электродвигателя привода при ПВ 25%, кВт | 7.5 |
| Мощность электродвигателя привода при ПВ 100%, кВт | 5.5 |
| Ремни приводные, шт. | 7 |
| Длина | 1450 |
| Ширина | 1730 |
| Высота | 2880 |
| Масса, кг | 5890 |
УСТРОЙСТВО ПРЕССА КД2128 И ЕГО СОСТАВНЫХ ЧАСТЕЙ
Пресс состоит из следующих основных узлов: станины, привода, муфты-тормоза, вала эксцентрикового, ползуна, воздухораспределителя.
Станина однокривошипного пресса КД2128
Станина – литая из чугуна, коробчатой формы, воспринимает все усилия, возникающие при штамповке.
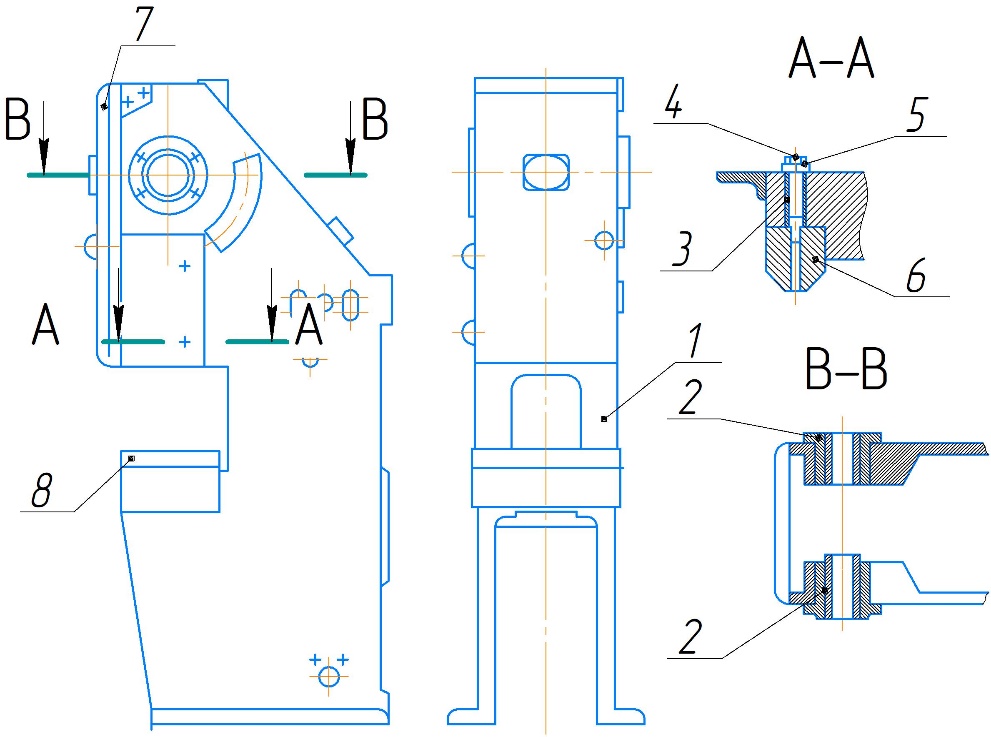
1 – станина; 2 – буксы; 3 – втулка; 4 – болт; 5 – гайка; 6 – направляющая; 7 – дверка; 8 – подштамповая плита.
В верхней части станины в буксах 2 запрессованы бронзовые втулки, служащие опорой для эксцентрикового вала. С левой стороны станины имеется увеличенный диаметр буксы для удобства монтажа и демонтажа эксцентрикового вала, сзади станины – платик для подмоторной плиты, на которой устанавливается электродвигатель. Спереди, на специально обработанных местах станины крепятся призматические направляющие ползуна 6, из которых левая регулируемая.
Регулировка направляющей осуществляется винтами с помощью резьбового соединения 3, 4, 5.
Передняя часть станины закрыта дверкой 7.
На рабочей плоскости стола закреплена подштамповая плита 8. Для крепления штампов на плите имеются Т-образные пазы.
Для работы на провал в столе и плите предусмотрены отверстия.
Ползун однокривошипного пресса КД2128
Ползун является рабочим органом пресса, к которому крепится верхняя часть штампа.
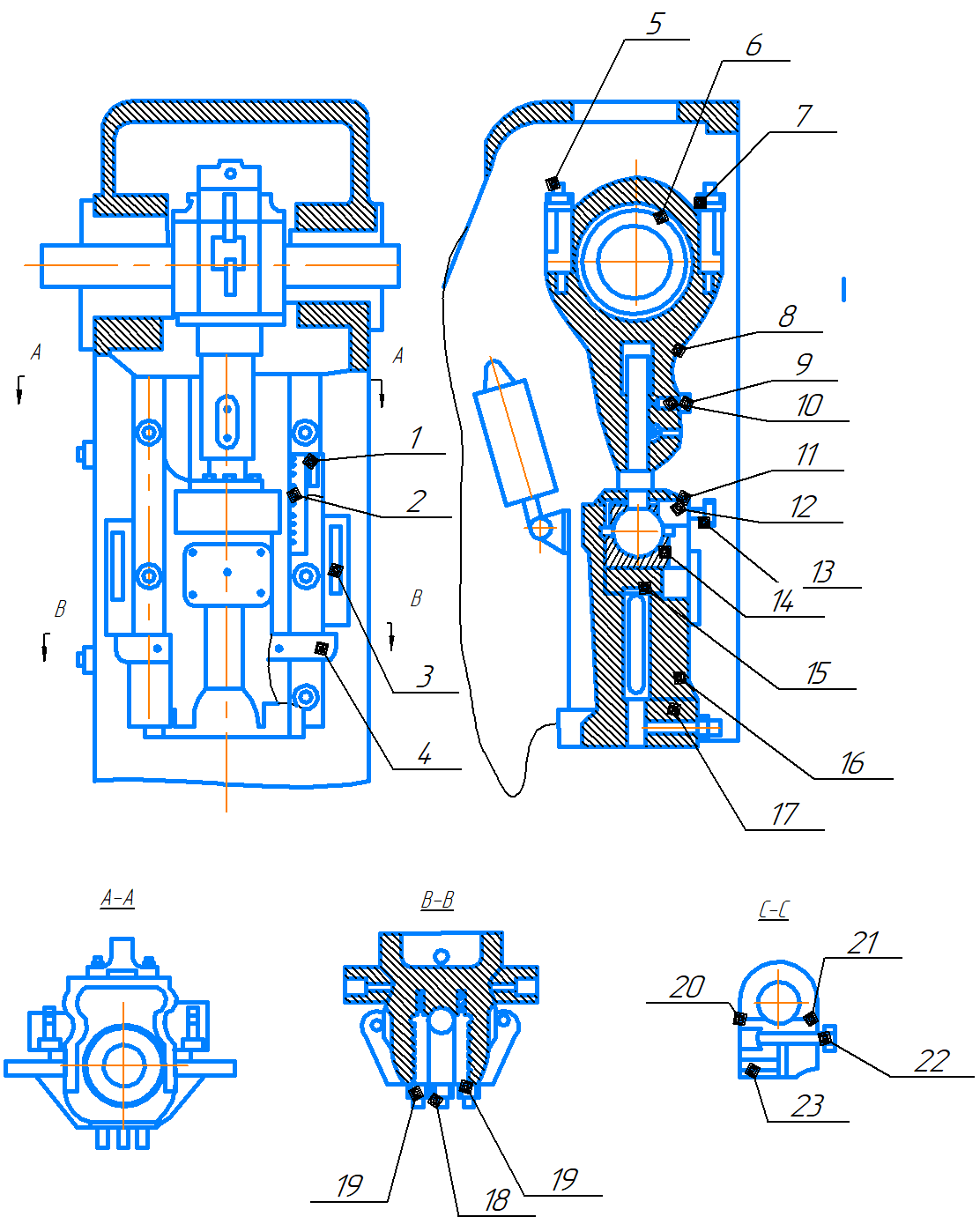
1 – указатель; 2 – линейка; 3 – регулируемые упоры; 4 – планка выталкивателя; 5 – шпилька; 6 – вкладыш; 7 – крышка; 8 – шатун; 9 – фиксатор; 10 – регулировочный винт; 11 – гайка; 12 – вкладыш; 13 – винт; 14 – опора; 15 – предохранительная шайба; 16 – ползун; 17 – прижим; 18 – винт; 19 – шпильки с гайками; 20 – стопорная втулка; 21 – стопорная втулка; 22 – стягивающий винт; 23 – шпонка.
Ползун пресса изготовлен из высокопрочного чугуна, коробчатой формы и призматическими двухсторонними направляющими.
Крепление ползуна на эксцентриковом валу осуществляется посредством разъемного шатуна 8, между корпусом и крышкой 7 которых установлены бронзовые вкладыши 6 подшипника, охватывающие эксцентриковую втулку.
Крышка шатуна крепится шпильками 5. В шатун снизу ввернут регулировочный винт 10, шаровая головка которого заключена между опорой 14 и вкладышем 12 поджимаемым гайкой 11. Опорой подпятника служит предохранительная шайба 15, рассчитанная на разрушение при перегрузке пресса.
Ходовая посадка шаровой головки регулировочного винта 10 обеспечивается затяжкой гайки 11, после чего гайка стопорится винтом 13.
Регулировка величины штамповочного пространства производится вращением регулировочного винта 10 при помощи червяной пары 24-25. Установленная величина штампового пространства фиксируется стопорными втулками 20 и 21, которые стягиваются винтом 22.
Нижний предел регулировки штампового пространства ограничивается фиксатором 9. Величина регулировки определяется по линейке 2.
В нижней части ползуна расположены отверстия для крепления верхней плиты штампа.
Крепление штампа за хвостовик осуществляется прижимом 17 посредством двух шпилек с гайками 19. Стопорный винт 18 служит для отталкивания прижима 17 при снятии штампа. В пазе ползуна расположена планка выталкивателя 4. Упором для планки выталкивателя служат два регулируемых упора 3, закрепленных в станине.
При сборке узла ползуна стопорные втулки 20 и 21 и стягивающий винт 22 собираются отдельно как это показано на разрезе С-С, после чего вставляются в гнездо ползуна и фиксируются от радиального проворота предварительно поставленной Т-образной шпонкой 23.
Указатель 1 показывает верхнее положение ползуна после соответствующей регулировки величины хода ползуна и межштампового пространства. Для этой цели, после указанных регулировок, необходимо сдвинуть и зафиксировать указатель 1 в таком положении, чтобы риска указателя совпадала с риской мертвой точки ползуна (фиксировать на линейке 2).
Привод однокривошипного пресса КД2128
1 – гайка; 2 – винт; 3 – электродвигатель; 4 – подмоторная плита; 5 – клиноременная передача; 6 – маховик.
Привод пресса осуществляется от электродвигателя 3 через клиноременную передачу 5, маховик 6 с вмонтированной в него муфтой-тормозом к эксцентриковому валу.
Электродвигатель расположен на сдвигающейся подмоторной плите 4.
Муфта однокривошипного пресса КД2128
Муфта пневмофрикционная однодисковая.
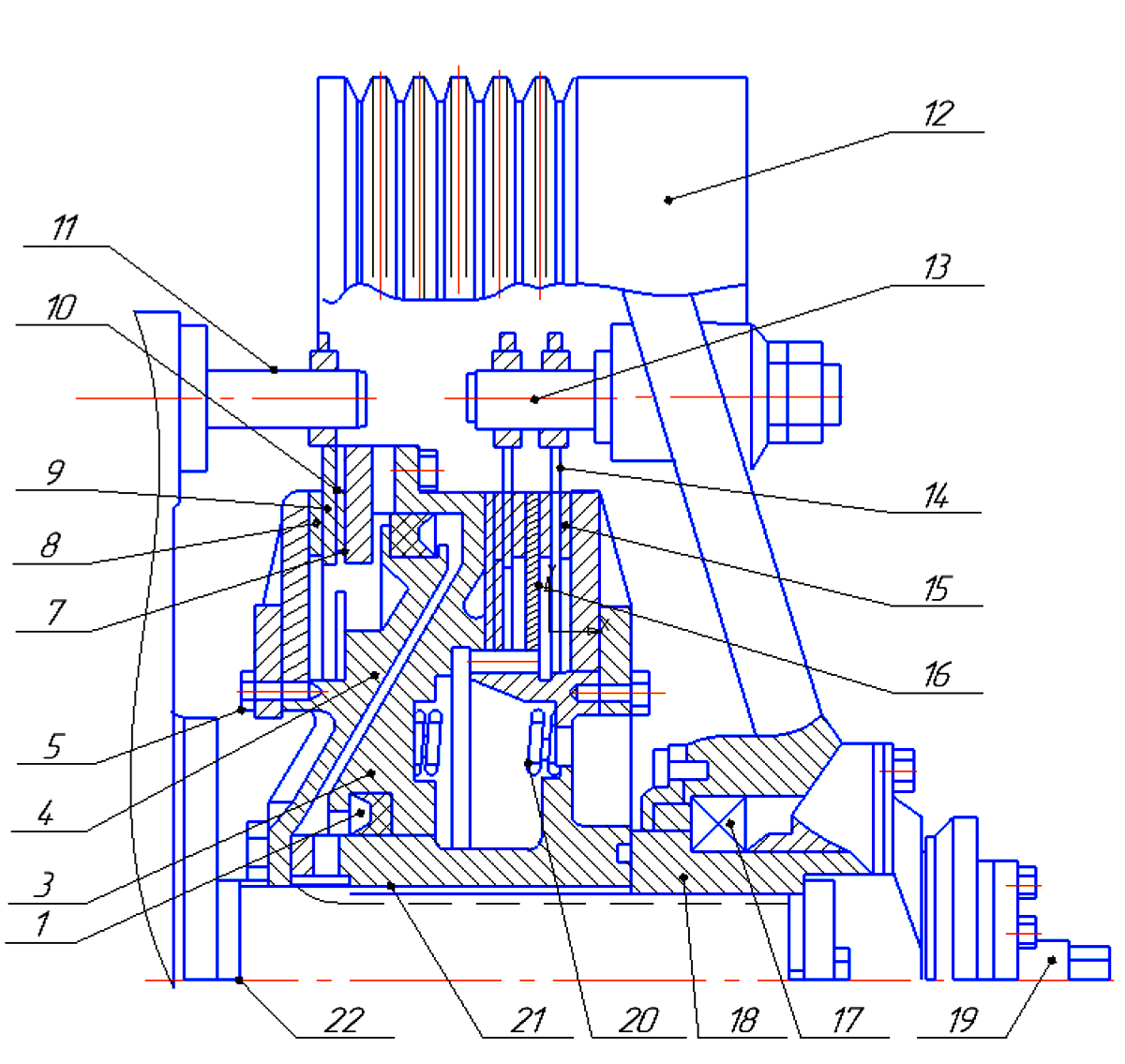
Устройство «Муфта-тормоз» состоит из нормализованного узла «муфта-тормоз», воздухоподводящей головки 19 и маховика 12, опорами которого являются радиальные шарикоподшипники 17, насаженные на втулку 18, которая в свою очередь устанавливается на вал эксцентриковый 22.
Собственно сама муфта-тормоз, жестко сблокированная многодисковая фрикционная с пневматическим включением, состоит из следующих частей:
• ведущей – ведущих дисков 14 муфты с фрикционными накладками 15;
• ведомой – ступицы с неподвижно присоединенным поршнем 4, цилиндра 3, перемещающегося вдоль оси, опорных дисков 8, установленных на резьбе ступицы 21 и поршня 4, нажимного диска 7 тормоза, установленного жестко на цилиндре, промежуточного диска 16 муфты;
• тормозной – тормозного диска 10 с фрикционными накладками.
Устройство «Муфта-тормоз» работает следующим образом: сжатый воздух через воздухоподводящую головку 19, вал эксцентриковый 22 поступает в пневмокамеру 1 и перемещает цилиндр 3 вдоль оси вала эксцентрикового в сторону муфты и зажимает ведущие диски 14 муфты, связанные с постоянно вращающимся маховиком 12 через пальцы 13, обеспечивая передачу крутящего момента через ступицу 21 на вал эксцентриковый 22.
В момент торможения вала эксцентрикового 22 сжатый воздух из пневмокамеры выпускается в атмосферу через воздухоподводящую головку 19, соединительный рукав и клапан трехходовой сдвоенный сблокированный.
При этом цилиндр 3 под воздействием пружин 20 возвращается в сторону тормоза и зажимает тормозной диск 10, сидящий на пальцах 11, связанных со станиной 9. При этом происходит торможение подвижных частей пресса.
Вал эксцентриковый однокривошипного пресса КД2128
Узел вала состоит из собственно эксцентрикового вала 3, эксцентриковой втулки 4, буксы 2 и переходной втулки 1, предназначенной для установки средств механизации на прессе.
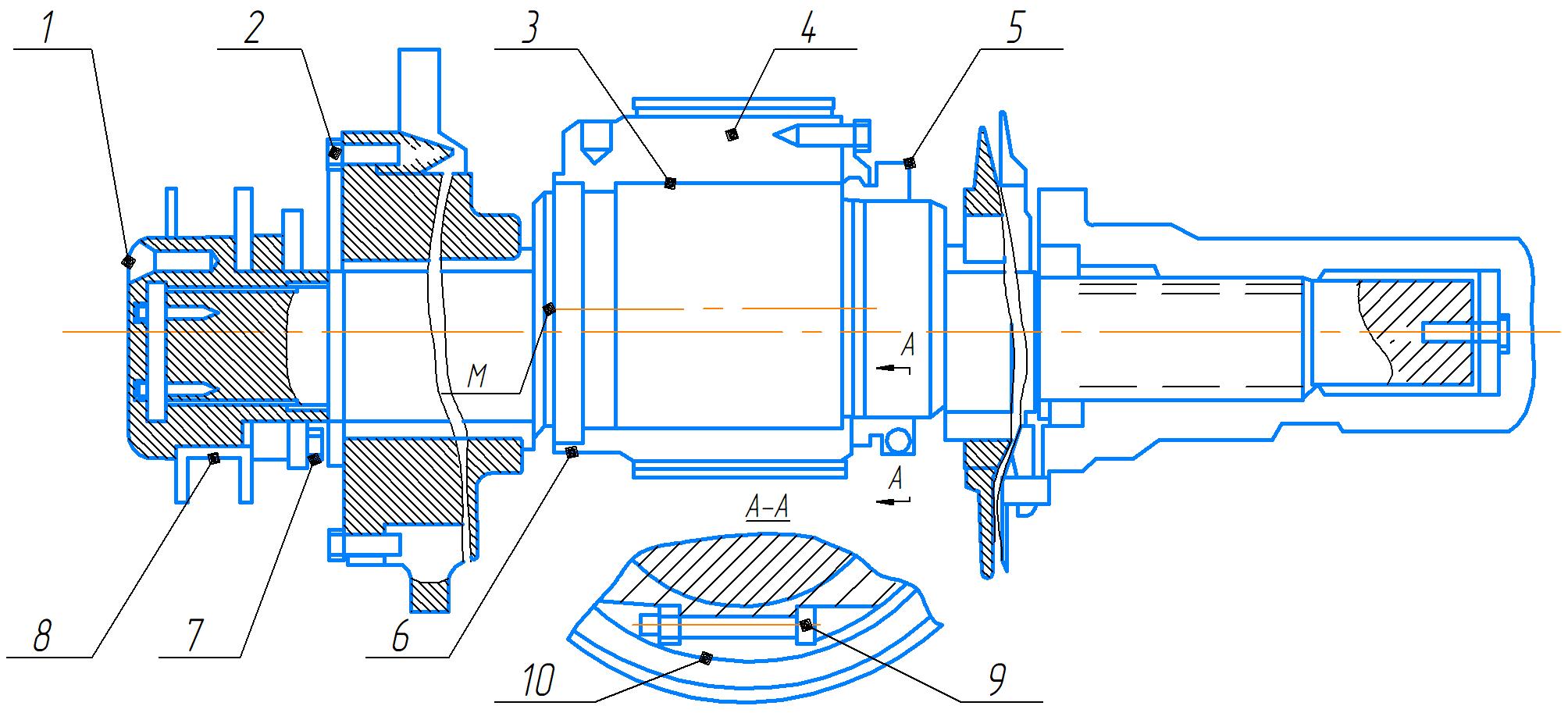
Регулировка величины хода ползуна осуществляется вращением эксцентриковой втулки 4, которая входит в зацепление с валом 3 через зубчатое эвольвентное зацепление и выводится из зацепления вращением гайки 5.
При этом во избежание смещения шатуна необходимо между шатуном и буксой станины вложить деревянную проставку.
После установки необходимой величины хода ползуна эксцентриковая втулка вводится в зацепление с эксцентриковым валом и стопорится болтом 9, а деревянная проставка удаляется.
Остановка ползуна в верхней мертвой точке, после изменения величины хода ползуна, осуществляется вращением втулки 8.
ПНЕВМАТИЧЕСКАЯ СИСТЕМА ОДНОКРИВОШИПНОГО ПРЕССА КД2128
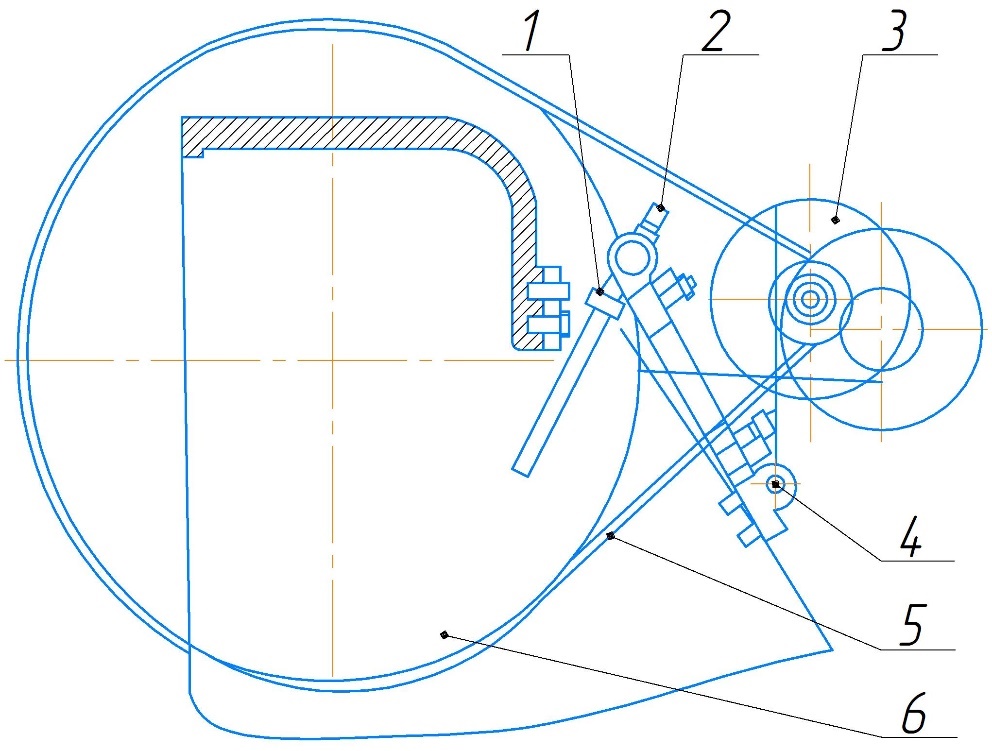
Схема пневматическая
Пневмосистема пресса состоит из блока кондиционирования, ресивера, пневмораспределителя, муфты-тормоза и уравновешивателей.
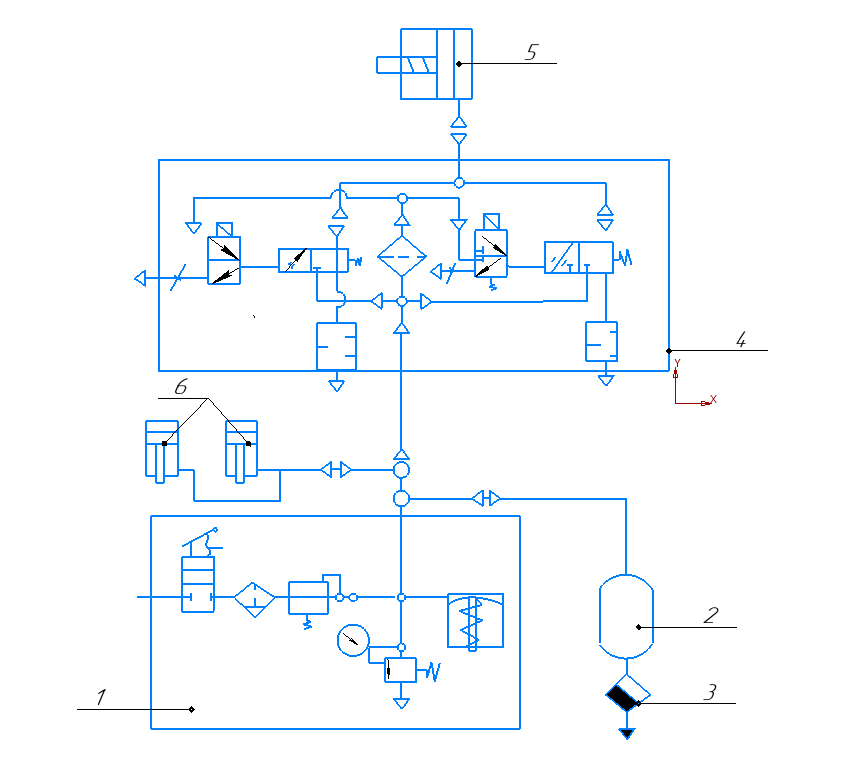
1 - Блок кондиционирования ; 2 - Ресивер; 3 - Сливное отверстие; 4 - Пневмораспределитель; 5 - Муфта-тормоз; 6 - Уравновешиватель.
Давление воздуха, поступающего из общезаводской магистрали, должно быть не менее 5 атм.
Сжатый воздух поступает через фильтр-влагоотделитель, маслораспылитель, регулятор давления с манометром в ресивер. Регулятор давления настраивается на 4,5 атм.
Из ресивера сжатый воздух поступает по одной магистрали к уравновешивателю ползуна, а по другой – через пневмораспределитель к муфте.
Для слива конденсата из ресивера предусмотрен сливной клапан.
Управление работой муфты-тормоза осуществляется через клапан, трехходовой сдвоенный сблокированный, Camozzi. При подсоединении распределителя к прессу ни в коем случае нельзя употреблять пеньку в качестве уплотнительного средства.
ВНИМАНИЕ: Нормальная работа клапана управления обеспечивается абсолютно чистым сжатым воздухом. В машину подается сжатый очищенный воздух.
Автоматическая циркуляционная смазка
Автоматическая циркуляционная смазка осуществляется от станции жидкой смазки.
Номинальное давление в системе 0,25 мПа, минимальное – 0,15 МПа.
Станция работает на масле индустриальном И-20А ГОСТ 20799-88 в интервале температур 10º…50ºС.
Централизованная смазка производится от станции СМЕ через дозирующие питатели.
Резервуар станции СМЕ заполняют вручную через крышку.
ПРИНЦИП РАБОТЫ ПРЕССА КД2128
При включении пресса на один из предусмотренных режимов работы включаются электромагниты воздухораспределителя.
При этом воздух поступает к муфте и тормозу. В результате ведущие диски муфты включаются, а тормозные разжимаются, срабатывает бесконтактный выключатель (БВК) и отключает электромагнит воздухораспределителя.
Доступ сжатого воздуха в муфту-тормоз прекращается, муфта отключается, включается тормозная часть, и ползун останавливается в верхней мертвой точке.
ПОРЯДОК УСТАНОВКИ ПРЕССА КД2128
Распаковка
Пресс поставляется в собранном виде, упакованным со всеми комплектующими деталями.
После распаковки следует осмотреть пресс и проверить комплектность поставки, руководствуясь упаковочной ведомостью.
Транспортирование
Транспортировку прессов в распакованном виде следует производить согласно схеме:
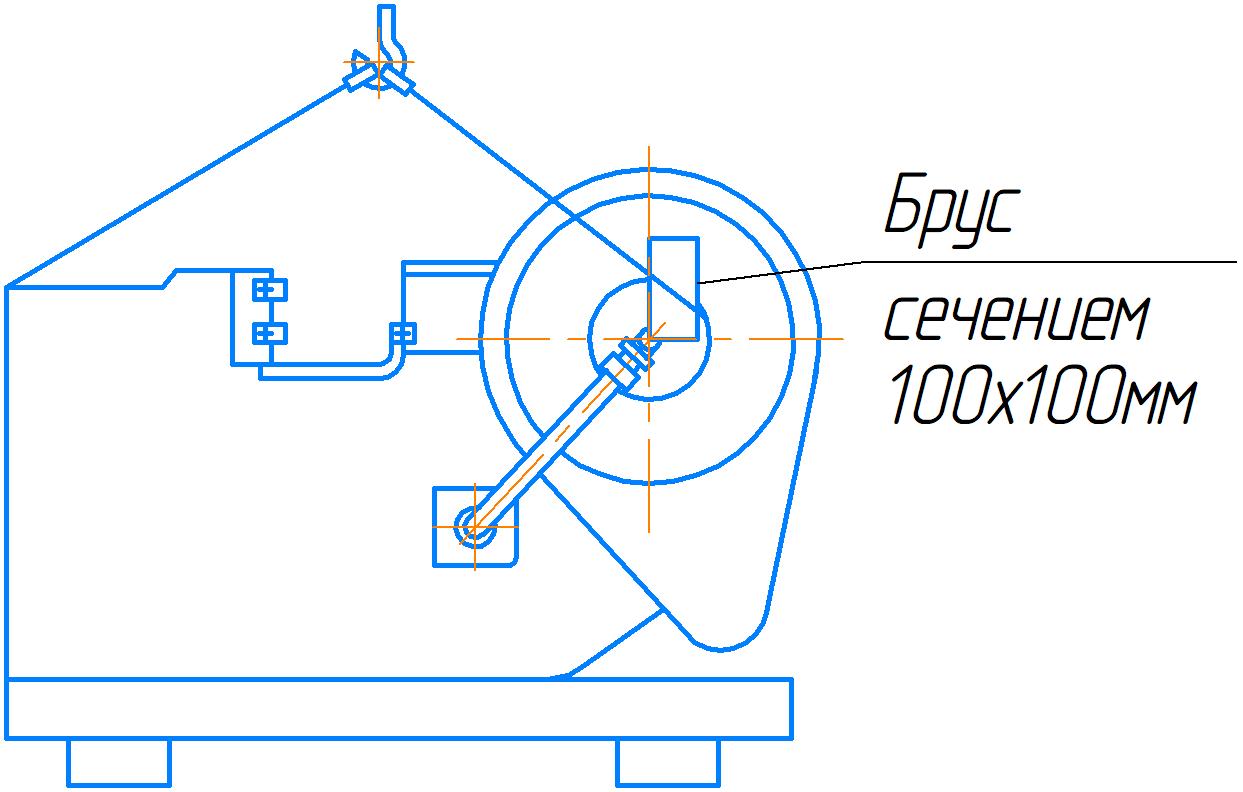
При подъеме пресса необходимо иметь и виду, что центр тяжести пресса смещен относительно оси пресса в сторону маховика.
Зачаливание пресса необходимо производить за рым-болт в верхней части станины.
Установка
Установка пресса на фундамент производится по уровню при помощи клиньев. Пресс выверяют по плоскости стола в продольном и поперечном направлениях. Отклонение плоскости стола от горизонтального положения не должно превышать 0,1 мм на длине 300 мм в обоих направлениях.
Под выведенный по уровню пресс подливают бетон. После затвердевания бетона окончательно затягивают гайки фундаментных болтов, при этом проверяется горизонтальность плоскости стола.
Воздухопровод пресса подключают к заводской сети, при этом для наклоняемых прессов подключение воздухопровода необходимо выполнять гибким шлангом, выдерживающим давление воздуха заводской сети.
ПРЕСС И ЭЛЕКТРОШКАФ ПЕРЕД ПОДКЛЮЧЕНИЕМ К ЭЛЕКТРИЧЕСКОЙ СЕТИ ДОЛЖНЫ БЫТЬ НАДЕЖНО ЗАЗЕМЛЕНЫ.
ЭЛЕКТРООБОРУДОВАНИЕ ПРЕССА КД2128
Общие сведения
Применяемое на прессе электрооборудование состоит из:
а) электродвигатель главного привода
б) маслостанция
в) электромагнит
г) бесконтактный конечный выключатель
д) пульт управления
е) педаль
е) электрошкаф с системой управления
Электросхема предусматривает возможность работы пресса в режиме: «Одиночный ход», «Непрерывные ходы», «Толчок», «Ручной поворот».
Управление прессом осуществляется с помощью системы управления.
Система управления кривошипными прессами серии КД2128
Пульт управления

SB1 «Общий стоп»;
SB2 «Пуск электродвигателя»;
SB3.1, SB3.2 Двурукое управление «Включение муфты»;
SB5 «Стоп непрерывных ходов»;
SB6 Педаль «Включение муфты»;
Примечание: Кнопки 3.1 и 3.2 должны нажиматься одновременно.
Дисплей
Панель оператора имеет монохромный графический ЖК дисплей с разрешением 192х64 пикселя с подсветкой.

После включения питания на дисплее, в течение 3 секунд, появляется экран приветствия с указанием серии контроллера и электронного адреса технической поддержки, далее появится главный рабочий экран.

Для ввода данных или выбора параметра необходимо нажимать кнопки пленочной клавиатуры, указанные на дисплее. Допустим для входа в режим «МЕНЮ» нажмите кнопку «9».
Индикаторы ИП, МС, КМ и "педаль" указывают о наличии сигнала: исходного положения, включенной маслостанции, пускателя главного привода КМ, и нажатой педали соответственно.
Режимы работы
Управление прессом, а также изменение настроек, осуществляется с помощью панели оператора. На панели оператора отображаются следующие параметры, такие как: состояния таймеров, счетчиков, настроек и режимов работы. Для выбора режима нажимайте кнопки с соответствующими цифрами, а для перехода к следующим настройкам режимов нажимайте кнопку вверх или вниз. Пресс может выполнять следующие режимы работы:
- одиночный ход (ODIN.HOD)
- непрерывный ход (NEPR.HOD)
- толчок (TOLCHEK)
- ручной проворот (RUCHN. PR)
Выбор режима
Для выбора требуемого режима нажимайте кнопку «влево» или «вправо», выбрав нужный режим, нажмите кнопку ENT. Далее убедитесь, что в место восклицательных знаков появилась надпись «ОК».
Нажмите кнопку «9» для входа в меню выбора параметров (в зависимости от модели пресса некоторые режимы или параметры могут отсутствовать в настройках).
Внимание! Все настройки таймеров должны соответствовать прессу, а именно скорости его прессования. После изменения настроек, убедитесь в правильности работы всех элементов и режимов пресса, на холостом ходу.
Появится следующее окно

и при нажатии кнопки вправо

Пример. Нажмите кнопку «1», для входа настройки датчика вала. Если при нажатии соответствующей кнопки раздела, окно не открывается, то это значит, что раздел имеет повышенное внимание к нему и имеет пароль для входа. Для ввода пароля и разблокировки раздела, нажмите кнопку ENT 2 раза, внесите ПАРОЛЬ 8888 и еще раз нажмите ENT. Далее нажмите кнопку нужного раздела.
Особого внимания в изменении параметров требуют к себе следующие разделы:
- ДАТЧИК ВАЛА
- ТАЙМЕРЫ
- ФОТОРЕЛЕ
Описание режимов:
Датчик вала

Сопровождение рук. Необходимо установить время в мс х100 (пример,значение 3 =300 мс), за которое ползун успеет пройти нижнюю мертвую точку. Если оператор отпустит кнопки прессования раньше чем закончится таймер, ползун остановится, а на экране появится следующее окно

Уберите прессуемое изделие и завершите прессование, нажав кнопки прессования и удерживая их до полной остановки ползуна в верхнем положении (далее ВМТ, верхняя мертвая точка).
Слежение за SQ1. Время одного полного оборота вала в секунду. Если во время непрерывного или одиночного хода не появится сигнал с датчика ВМТ, ползун остановится, а на экране появится следующая надпись

Значение таймера должно быть больше на 5-20 %, чем текущая скорость вращения коленчатого вала об/сек.
Маслостанция

Если на прессе установлена маслостанция с электроприводом, можно подобрать соответствующий режим её работы. Для этого включите работу маслостанции кнопкой «5», выберите режим «постоянный» или «импульсный» время включения и время паузы работы насоса маслостанции. Теперь маслостанция будет включаться и выключатся согласно установленным таймерам. Если в окне «По ходам» задать значение отличное от нуля, то маслостанция будет включаться через заданное количество ходов, на время таймера «Т-вкл», «Т-выкл» при этом будет не активен. Для кратковременного включения/проверки работы маслостанции нажмите кнопку «7».
Сдув детали

После прохождения ползуна датчика ВМТ, включится выход реле контроллера Y3, на время сдува.
Педаль

Нажмите кнопку «1» для включения или выключения режима работы с педали. При включенной педали, кнопки прессования не работают.
Таймеры

- Время толчка. Если на главном экране выбран режим ТОЛЧОК (TOLCHEK) то при нажатии кнопок прессования менее чем на 0,5 секунд и последующем их отпускании, пневмомуфта привода ползуна включится на заданное время. Нажимая и удерживая кнопки более чем 0,5 секунд, пневмомуфта включится и останется включенной пока удерживаются кнопки прессования. Регулируя время толчка можно добиться поворота коленчатого вала на определенный угол.
- Бездействие. Отключение главного привода пресса по истечению таймера, если на нем не совершаются прессования. Таймер сбрасывается каждый раз, как только нажаты кнопки прессования или педаль.
- Моточасы. Подсчет времени включенного состояния главного привода. Не сбрасывается, не меняется.
Фотореле

Включенный режим будет автоматически останавливать ход ползуна, если в зону фотобарьера попадет посторонний предмет или рука оператора. Черный индикатор указывает текущий статус режима. Параметр НО/НЗ (NO/NC,нормально открытый контакт/ нормально закрытый контакт) выбирается в зависимости от типа фотобарьера и/или того в каком состоянии находится контакт на фотобарьере, в нерабочем его состоянии, то есть при отсутствии постороннего предмета в зоне его действия.
Датчик воздуха - Датчик масла

Параметры НО и НЗ выбираются аналогично фотобарьеру.
Всплывающие сообщения
Для выявления неисправности или причин отсутствия рабочих ходов, на дисплей выводятся соответствующие сообщения.

Экран с замечанием отображается, если есть неисправность или замечание.
Схема электрическая принципиальная

Стандартная комплектация КД2128
-
Пресс КД2128 в сборе - 1 шт.
Установлено на прессе:
- Решетчатое ограждение рабочей зоны - 1 к-т.
- Электрошкаф управления с системой управления "Соло3"/ Промышленный контроллер - 1 шт.
- Электродвигатель главного привода - 1 шт.
- Пульт управления - 1 шт.
- Педаль управления - 1 шт.
- Пневмооборудование Camozzi - 1 к-т.
- Станция жидкой смазки - 1 шт.
Документация:
- Руководство по эксплуатации и паспорт 1 - к-т
- Декларация о соответствии ТР ТС - 1 шт.
- Комплект технической документации на приобретенное оборудование - 1 к-т
Видеообзор
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?



