
Ножницы гильотинные электромеханические МНГ 12x2500














Назначение ножниц гильотинныx электромеханическиx МНГ 12х2500
Ножницы гильотинные, электромеханические МНГ 12х2500 предназначены для резания листового материала, профильного материала типа уголка, прутка и швеллера. Резка производится как по разметке, так и с использованием заднего упора. Могут буть эксплуатированы в заготовительных и ремонтных цехах предприятий машиностроения при температуре окружающей среды от + 1° С до + 35° С, относительно влажности воздуха 80% при температуре + 25° С. Климатическое исполнение УХЛ 4 по ГОСТ 15150-69.
Одним из преимуществ электромеханических ножниц гильотинного типа является высокая скорость работы и возможность точной настройки интенсивности сжатия. Благодаря электрическому двигателю, эти ножницы способны производить многочисленные резы в минуту, что делает их идеальными для массовой обработки материалов. Кроме того, электромеханические ножницы обычно обладают большей прочностью и долговечностью.
Базовое климатическое исполнение УХЛ категория размещения 4 по ГОСТ 15150.
Технические характеристики МНГ 12x2500
| Толщина разрезаемых листов с временным сопротивлением σвр=450-500 МПа, мм | 1...12 |
| Ширина разрезаемых листов, мм | 2500 |
| Длина листа отрезанного с упором, мм | 500 (700*, 1000*) |
| Размер разрезаемого уголка, мм | 63х63х6 |
| Размер разрезаемого швеллера | №6 |
| Диаметр разрезаемого прутка, мм | 30, не более |
| Частота ходов ножа, холостых на повышенной скорости, мин-1 | 38, не менее |
| Ход ножа, мм | 4 |
| Угол наклона подвижного ножа | 2°10´ |
| Нож листовой, мм | 29 |
| Расстояние от верхней кромки нижнего ножа до уровня пола, мм | 800 |
| Расстояние от уровня пола до верхней кромки неподвижного стола, мм | 2240 |
| Тип электродвигателя | АИР180S4 (5А180S4, А180S4) |
| Мощность электродвигателя главного привода, кВт | 22 |
| Мощность электродвигателя привода заднего упора, кВт | 1500 |
| Тип муфты | с поворотной шпонкой |
| Тип тормоза | ленточный |
| Система смазки | пресс-масленки, ручная |
| Режим работы | одиночный, автоматический ход |
| Управление | кнопочное, педальное |
| Длина | 2240 |
| Ширина | 3180 |
| Высота | 2250 |
| Масса, кг | 8700 |
| * - Опция |
УСТРОЙСТВО И РАБОТА НОЖНИЦ ГИЛЬОТИННЫХ МОДЕЛИ МНГ 12x2500
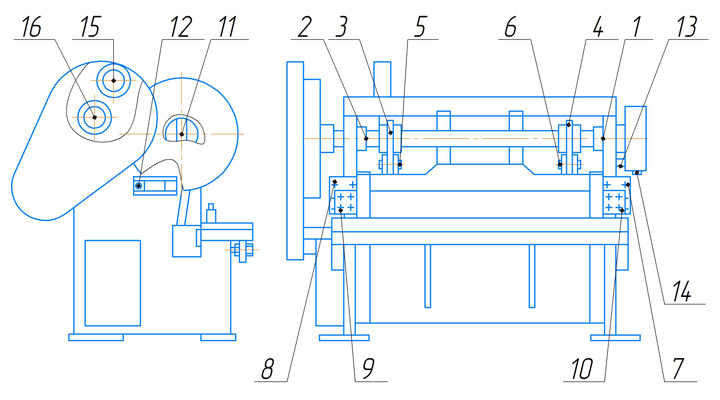
Общий вид ножниц МНГ12x2500

- станина
- привод
- балка ножевая
- прижим
- упор задний
- валы приводные
- муфта включения
- уравновешиватель
- электромагнитное управление
- тормоз
- ограждения
- решетка защитная
- электрооборудование
- пульт управления
Работа основных узлов ножниц МНГ12x2500
Станина ножниц МНГ12x2500
Все механизмы и узлы ножниц МНГ12x2500 смонтированы на станине – сварной конструкции, состоящей из двух стоек, связанных между собой стяжками и столом. К столу винтами крепятся нижние ножи.
Привод ножниц МНГ12x2500
Электродвигатель ножниц МНГ 13 шарнирно закреплен на плите станины. Регулировка натяжения клиновых ремней осуществляется изменением угла наклона электродвигателя с помощью натяжного винта.
Муфта включения ножниц МНГ12x2500
Муфта включения ножниц МНГ12x2500 при помощи втулки (2) жестко крепится в ступице колеса (12). При отключенном электромагните втулка свободно вращается с колесом, не входя в зацепление с втулкой (7), заклиненной относительно вала (14), шпонкой (13). Втулки (8,9) являются подшипниками скольжения.
При включении электромагнита хвостовик (4), расположенный на правом конце шпонки (10), освобождается от упора электромагнита, и пружины (6) приводят в действие рычаги (5). Рычаги поворачивают рабочую и запорную шпонку муфты включения, и они занимают рабочее положение, войдя в пазы втулок (7) и (2), жестко связывают их между собой. От колеса (12) через втулки (1, 2, 3) вращение передается втулке (7), от нее через шпонку (13), вращение передается на вал (14). Вал делает один оборот (рабочий ход), хвостовик упирается в палец, поворачивая рабочую шпонку и одновременно, через рычаги запорную шпонку (11), муфта отключается. 
Ножевая балка ножниц МНГ12x2500
Г-образная конструкция, усиленная ребрами жесткости, к ней крепятся ножи для резки.
Прижим и защитная решетка ножниц МНГ12x2500
Во время реза при движении ножевой балки вниз разрезаемый лист прижимается к столу прижимной балкой. Подъем прижима осуществляется упорами ножевой балки, упирающимися в платики прижима.
К направляющим планкам ножниц МНГ12x2500 прижима жестко прикреплена защитная решетка, предохраняющая руки рабочего от попадания под прижим. При снятой защитной решетке срабатывает электрическая блокировка, и ножницы автоматически отключаются.
Упор задний ножниц МНГ12x2500
Предназначен для резки листа заданного размера и состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную. При резке листа длиной более 500 мм уголок упора снимается.
Уравновешиватели ножниц МНГ12x2500
Служат для компенсации веса ножевой балки и снижения динамических нагрузок при работе ножниц МНГ12x2500.
Ограждения ножниц МНГ12x2500
Ограждения выполнены из тонколистовой стали и крепятся к станине болтами. Ограждение ножниц МНГ 13 состоит из четырех кожухов, закрывающих шкив мотора, маховик, клиноременную передачу шестерни и зубчатые колеса.
Кинематическая схема и принцип работы ножниц МНГ12x2500

|
Число зубьев/модуль |
Мощность электродвигателя, кВт |
|||
|
Z1/m1 |
Z2/m2 |
Z3/m3 |
Z4/m4 |
|
|
19/10 |
52/10 |
19/12 |
75/12 |
22 |
Подготовка к работе и порядок работы на гильотине МНГ12x2500
Транспортирование и установка ножниц гильотинных МНГ12x2500
Ножницы поставляются заказчику в собранном виде.
Подъем ножниц в распакованном виде следует производить за отверстия в станине, согласно схеме, приведенной на рисунке:
![]()
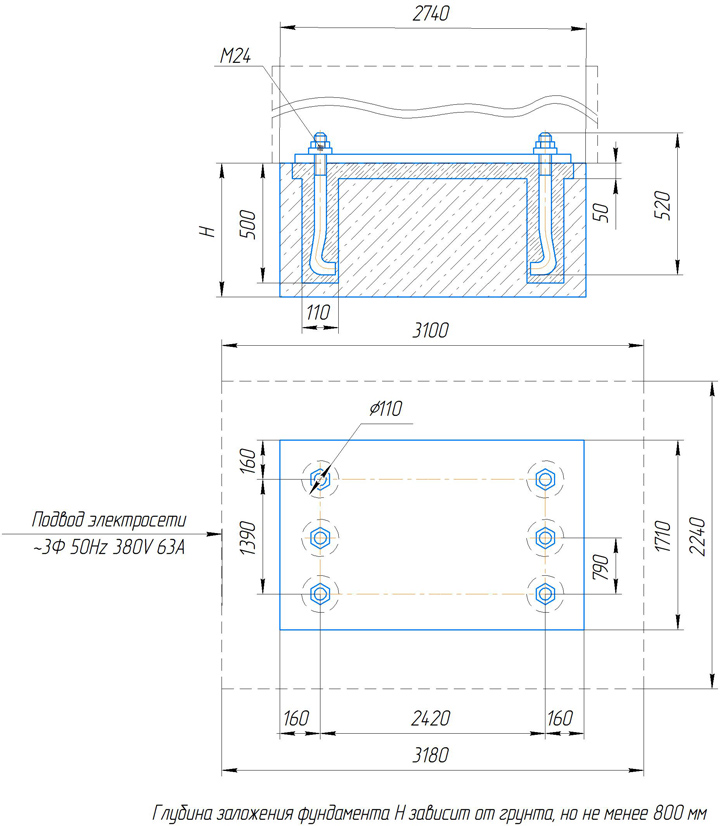
Горизонтальное положение ножниц на фундаменте производится с помощью клиньев и проверяется уровнем, установленным на строганой поверхности стола ножниц. Точность монтажа в поперечном и продольном направлениях должна быть не менее 0,2 мм. На длине 1000 мм.
После монтажа ножниц на фундаменте необходимо провести расконсервацию. Снятие антикоррозийного покрытия осуществляется деревянной лопаточкой и ветошью, смоченной бензином Б-70 ГОСТ 51-82.
Расконсервированные обработанные поверхности во избежание коррозии покрыть тонким слоем масла «Индустриальное 80» ГОСТ 20799-88.
Подготовка к работе ножниц гильотинных МНГ12x2500
- Заземлить ножницы, подключить ее к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Выполнить указания, изложенные в разделе Смазка.
- Проверить затяжку всех болтов и их стопорение.
- Включить вводный автомат. При этом должна загореться сигнальная лампа «Напряжение подано». Если сигнальная лампа не загорелась, необходимо проверить напряжение в сети, согласно правилам технической эксплуатации, ибо отсутствие сигнала еще не свидетельствует об отсутствии напряжения.
- Включить электродвигатель привода нажатием кнопки «Пуск» и разогнать маховик. Проверить направление вращения большой шестерни, сидящей на конце эксцентрикового вала со стороны муфты включения. Шестерня должна вращаться по часовой стрелке, если смотреть на нее со стороны муфты. Вращение в обратную сторону не допускается.
- Обкатать ножницы в течение двух часов, из них один час на одиночных ходах и один час на автоматических. При этом проверить взаимодействие всех узлов и деталей ножниц.
Порядок работы ножниц гильотинных МНГ12x2500
- Смазать ножницы, согласно карты смазки:
№
Точка
Способ
Материал
Период.
1-2
Опора эксцентрикового вала
Пресс масленки
ЦИАТИМ-203
ГОСТ 8773-73
1 раз в смену
3-4
Эксцентрики вала
5-6
Пальцы шатуна
7-8
Ножевая балка
Шприцем
9-10
Прижим
11
Муфта включения
12
Оси электромагнитного управления
13-14
Оси тормоза
15-16
Опоры валов
1 раз в 6 мес.
- Настроить задний упор на требуемую длину реза заготовок:
Расстояние от режущих кромок нижнего ножа до заднего упора определяется по линейкам, укрепленным на рейках заднего упора. - Установить необходимый зазор между верхними и нижними ножами:
Для этого необходимо ослабить болты поз.1 и поз.3, которыми крепится стол к станине. Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм. – перекрытие ножей).
Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами поз.2.
Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4.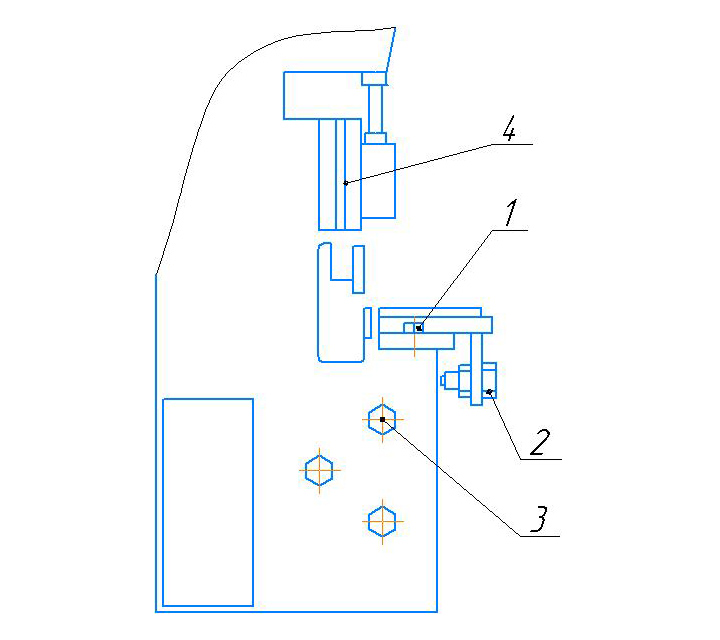
Величина зазора устанавливается согласно таблице:
Толщина разрезаемого листа, мм
1-3
3-6,3
6,3-10
10-12
Величина зазора, мм
0,03-0,1
0,1-0,2
0,2-0,3
0,3-0,4
- Включить муфту при максимальных оборотах маховика.
- Сделать несколько холостых ходов, убедиться, что ножницы работают исправно.
Во время работы на гильотине МНГ12x2500 необходимо выполнять следующиие правила
- Не допускать к ножницам МНГ12x2500 посторонних лиц.
- Не допускать резки листов максимальной толщины с пределом прочности более 450 мпа.
- Не допускать резки листов затупленными ножами.
- При резке заготовок длиной более 800 мм во избежание утяжки листа применять опоры поддержания отрезаемой заготовки.
- При отсутствии электроэнергии выключить вводный автоматический выключатель на электрошкафу.
По окончании работы гильотины МНГ12x2500:
- Остановить привод ножниц.
- Выключить вводный автоматический выключатель.
- Произвести уборку ножниц МНГ12x2500 и смазать их.
- Сообщить сменщику обо всех замеченных неполадках.
Техническое обслуживание ножниц МНГ12x2500
Система технического обслуживания ножниц МНГ12x2500 определяет порядок, содержание и периодичность осмотра и обслуживания ножниц в процессе эксплуатации.
Виды технического обслуживания ножниц МНГ12x2500:
ТО – 1 – ежедневное
- проверить и убедиться в исправности всех узлов ножниц МНГ12x2500: и правильности их взаимодействия,
- согласно схеме произвести смазку всех точек ножниц МНГ12x2500:
- проверить сигнальные лампы «Напряжение подано» и «Привод включен»;
ТО – 2 – один раз в три месяца
- проверить и при необходимости подтянуть крепления всех узлов ножниц МНГ12x2500, защитных кожухов и защитной решетки, а также гайки фундаментных болтов,
- проверить натяжение клиновых ремней (при выходе из строя одного ремня необходимо менять весь комплект),
- проверить надежность и сохранность заземления,
- проверить педаль и пульт управления, его крепление, крепление кнопок, переключателей, и сигнальной арматуры на панелях пультов,
- проверить сохранность сигнальных ламп местного освещения,
- разобрать и промыть бензином маслопроводящие канавки, маслопроводные отверстия;
ТО – 3 - ежегодно
- проверить величину зазоров в направляющих ножевой балки, при необходимости заменить текстолитовые планки,
- продуть сжатым воздухом электродвигатель, педаль, пульт управления, электрошкаф, электромагнит,
- проверить крепление всех аппаратов в электрошкафу и состояние их контактов. При необходимости промыть и зачистить контактные поверхности.
В процессе эксплуатации ножниц МНГ12x2500 необходимо вести журнал, в котором должно быть зафиксировано каждое техническое обслуживание (кроме ТО - 1) с указанием даты обслуживания, проверенных механизмов, выявленных отклонений, работ по устранению отклонений, проверенных регулировок, а также замены деталей, материалов (масла) и т.п.
Работы, предусмотренные ТО – 1 и ТО – 3, не исключают проведения плановых ремонтных работ, обусловленных «Единой системой ППР».
Отсутствие эксплуатационного журнала, а также невыполнение требований, относящихся к порядку, содержанию и периодичности технического обслуживания ножниц МНГ12x2500, является грубым нарушением правил эксплуатации и освобождает завод – изготовитель от гарантийных обязательств.
Стандартная комплектация МНГ 12x2500
- МНГ12x2500 -Ножницы в сборе. В том числе:
- Электроршкаф и пульт управления;
- Педаль управления с кнопкой аварийного останова;
- Задний упор 500мм;
- Механизм прижима листа;
- Ножи листовые 625х60х25 мм (6 шт.);
- Сортовая секция с комплектом ножей для резки уголка, прутка и швеллера;
- Светодиодная линия освещения рабочей зоны.
- ЗИП:
- Ножи листовые 625х60х25 мм (2 шт.);
- Винты М16 (4 шт.);
- Шприц рычажно-плунжерный.
Документация:
- Руководство по эскпулатации. (Паспорт);
- Декларация о соответствии ТР ТС;
- Комплект документации на приобретенные комплектующие.
Дополнительные опции МНГ 12x2500
- Угловая линейка 0-180;
- Передние удлинители стола;
- Боковой упор;
- Задний упор 700 мм;
- Задний упор 1000 мм;
- Задний упор с УЦИ;
- Резиновые накладки прижима;
- Рольганг неприводной;
- Рольганг приводной;
- Тележка откатная;
- Лазерный указатель линии реза.
Видеообзор
Нужна консультация?
Мы свяжемся с Вами
в ближайшее время
Остались вопросы?



